大口径柔性防水套管埋弧焊的主要优点
(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
(2)柔性防水套管焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。
(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝固。液体金属与熔化的焊剂间有较多时间进行冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。焊剂还可以向焊缝金属补充一些合金元素,提高焊缝金属的力学性能。
(4)在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法好。
(5)柔性防水套管自动焊接时,焊接参数可通过自动调节保持稳定。与手工电弧焊相比,焊接质量对焊工技艺水平的依赖程度可大大降低。
(6)没有电弧光辐射,劳动条件较好。
2.柔性防水套管埋弧焊的主要缺点
(1)由于采用颗粒状焊剂,这种焊接方法一般只适用于平焊位置。其他位置焊接需采用特殊措施以保证焊剂能覆盖焊接区。
(2)不能直接观察电弧与坡口的相对位置,如果没有采用焊缝自动跟踪装置,则容易焊偏。
(3)埋弧焊电弧的电场强度较大,电流小于100A时电弧不稳,因而不适于焊接厚度小于1mm的薄板。


?柔性防水套管O型胶圈扭曲现象应怎样避免
柔性防水套管O型胶圈扭曲现象应怎样避免
扭曲是指柔性防水套管O形圈沿周向发生扭转的现象,扭曲现象一般发生在动密封状态。
柔性防水套管O形圈如果装配的妥善,并且使用条件适当,一般不大容易在往复运动状态下产生滚动或扭曲,因为O形圈与内工作管道接触面积大于在滑动表面上的摩擦接触面积,而且O形圈本身的抗拒能力原来就能阻止扭曲。摩擦力的分布也趋向保持O形圈在其沟槽中静止不动,因为静摩擦大于滑动摩擦,而且沟槽表面的粗糙度一般不如滑动表面的粗糙度。
引起扭曲损伤的原因很多,其中最主要的是由于套管内经与工作管道之间间隙不均匀、偏心过大、O形圈断面直径不均匀等造成,由于造成O形圈在一周多受的摩擦力不均匀,O形圈的某些部分摩擦过大,发生扭曲。通常,断面尺寸较小的O形圈,容易产生摩擦不均匀。造成扭曲(运动用O形圈比固定用O形圈的断面直径大就是这个道理。)


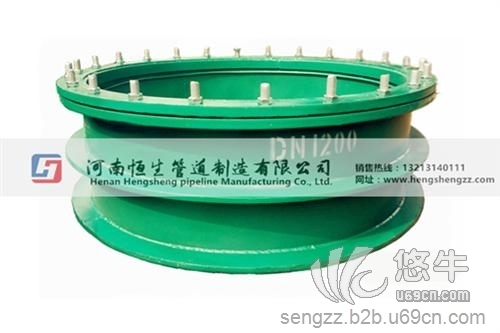
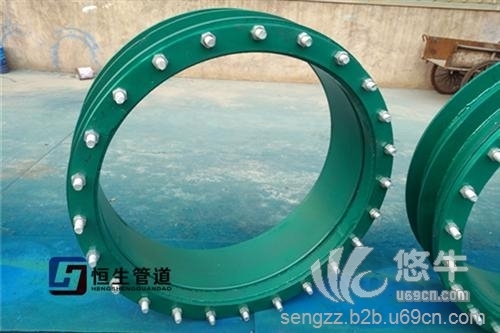
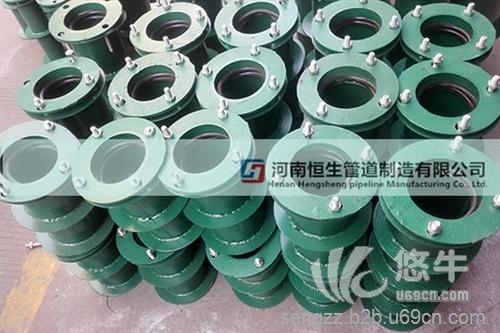
柔性防水套管质量控制
柔性防水套管产品需求量的增加同时也出现市场上防水套管质量的严重差距,那么在选择防水套管的时候应该如何进行选择呢?在这里河南恒生管道制造有限公司强力推荐使用单位选择国标型柔性防水套管,国标型柔性防水套管在产品厚度上均按照国家标准制造,是保证工程质量的根本,以DN100防水套管为例,国标厚度为4.5mm有些非标防水套管厚度只有1mm厚,致使性能要求根本达不到国家标准,虽然价格便宜但是为以后工程质量埋下隐患,在这里河南恒生管道制造有限公司提醒广大使用单位,不要贪图便宜使用这些不合格产品,在购买时一定要选择达到国家标准要求的柔性防水套管。