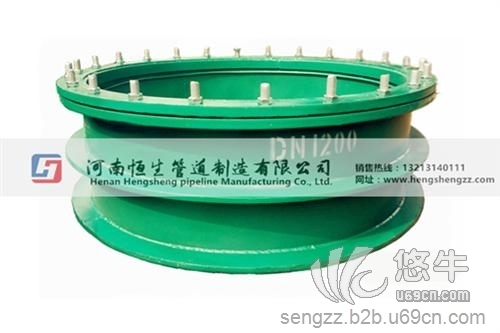
柔性防水套管预留孔洞施工方法:
根据管道管径尺寸,制作比管径大两号的柔性防水套管,柔性防水套管的长度通常为楼板厚度+300mm。在土建楼板模板铺设完毕,底筋绑扎完毕后,根据规范要求及现场结构钢筋绑扎成形的位置尺寸,确定套管位置,将柔性防水套管放在预留的位置,用铁丝将钢套管绑扎好,用铁钉将铁丝钉在模板上,将钢套管紧紧的固定在模板上,钢套管的底部与模板之间不留缝隙紧贴牢靠。预埋好后,钢套管内还应放入填料将套管填充满,防止混凝土浇筑时进入套管内。钢套管在埋设前外壁刷一层脱模剂,待混凝土强度达到可以上人时,便于将套管拔出,将套管清理干净,分类存放以备后用。


?柔性防水套管施工流程规定
柔性防水套管施工流程规定
柔性防水套管施工每个分项工程或工种都要在开始大面积操作前做出示范样板,明确质量目标。柔性防水套管施工分项工程开工前,由项目经理部的技术负责人,根据现行的国家规范、标准,组织施工单位进行样板分项施工,经甲方、监理和施工单位确认、样板工程验收合格后才能进行施工,并组织和培训施工人员,让施工人员了解质量标准,做到心中有数。
柔性防水套管施工技术交底制度
坚持以技术进步来保证施工质量的原则。技术部门应编制有针对性的施工组织设计,积极采用新工艺、新技术;针对特殊工序编制有针对性的作业指导书。每个工种、每道工序施工前要组织进行各级技术交底,包括项目工程师对工长的技术交底、工长对班组的技术交底、班组长对作业班组的技术交底。各级交底以书面进行。因技术措施不当或交底不清而造成质量事故的要追究有关部门和人员的责任。
柔性防水套管施工质量预控制
认真进行图纸会审,提前发现和纠正图纸中的问题。对工程的特殊和关键工序从技术上制定出质量控制点,编制作业指导书,确保特殊和关键部位柔性防水套管施工工程质量。施工挂牌制度
柔性防水套管施工施工过程中在现场实行技术交底挂牌;施工部位挂牌;操作管理制度挂牌;半成品、成品挂牌,以明确责任。因现场不按规范、规程施工而造成质量事故的要追究有关人员的责任,从而激发责任感,加强监督。


大口径柔性防水套管埋弧焊的主要优点
(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
(2)柔性防水套管焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。
(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝固。液体金属与熔化的焊剂间有较多时间进行冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。焊剂还可以向焊缝金属补充一些合金元素,提高焊缝金属的力学性能。
(4)在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法好。
(5)柔性防水套管自动焊接时,焊接参数可通过自动调节保持稳定。与手工电弧焊相比,焊接质量对焊工技艺水平的依赖程度可大大降低。
(6)没有电弧光辐射,劳动条件较好。
2.柔性防水套管埋弧焊的主要缺点
(1)由于采用颗粒状焊剂,这种焊接方法一般只适用于平焊位置。其他位置焊接需采用特殊措施以保证焊剂能覆盖焊接区。
(2)不能直接观察电弧与坡口的相对位置,如果没有采用焊缝自动跟踪装置,则容易焊偏。