
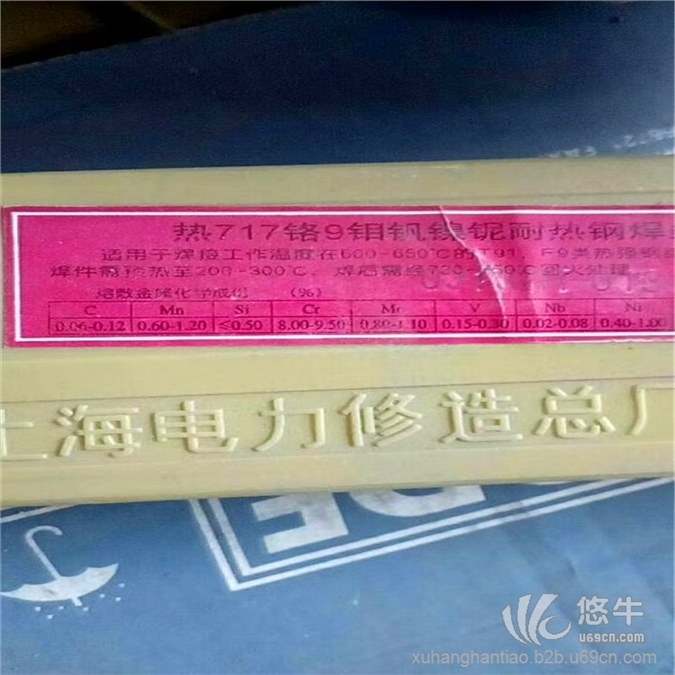
PP-R717是低氢钠型药皮含Cr9.0%-Mo1.0%-VNb的耐热钢焊条,采用直流反接,短弧操作,可进行全位置焊接。焊前焊件预热至200~300℃,并保持该层间温度。焊后需经高温回火处理。
|
9Cr1MoV焊条
1/5
9Cr1MoV焊条
¥52.00/千克
2018-07-12 07:2534分享0询价
参数
- 电力品牌
- 5千克起订
- 浦东产地
上海 浦东
0天内发货
0千克
产品参数
- 电力
- 上海 浦东
- 5千克
产品详情
电力PP-R717耐热钢焊条

在线留言
店铺最新







- 9Cr1MoV焊条
- ¥52.00
 在线问
在线问
最近来访记录