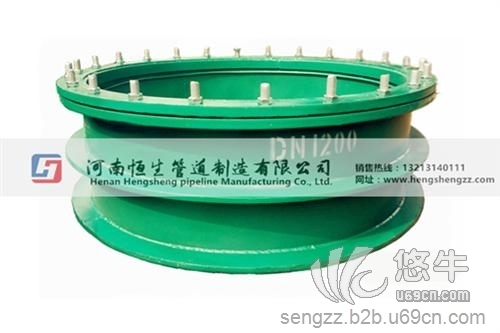
柔性防水套管固定方法
当柔性防水套管位于砼侧面时,可选用下列方法:
(1)预埋件柔性防水套管距砼表面浅且面积较小时,可利用螺栓紧固卡子使预埋件贴紧模板,成型后再拆除卡子。
(2)预埋件柔性防水套管面积不大时,可用普通铁钉或木螺丝将预先打孔的埋件固定在木模板上,当砼断面较小时,可将预埋件的锚筋接长,绑扎固定。
(3)预埋件柔性防水套管面积较大时,可在预埋件内侧焊接螺帽,用螺栓穿过锚板和模板与螺帽连接并固定。
3)预埋件柔性防水套管固定位置的要求预埋件不得与主筋相碰,且应设置在主筋内侧;预埋件不应突出于砼表面,也不应大于构件的外形尺寸;预埋件柔性防水套管位置偏差应符合规定。


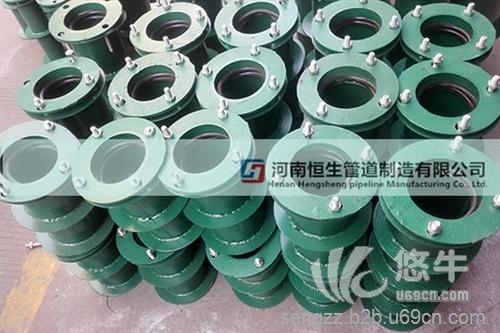
柔性防水套管质量选择
柔性防水套管作为城市供水、供热管道附件产品,在城市工业和民用建筑设施建设中发挥巨大的作用,柔性防水套管用量大,但是销售柔性防水套管的人员更多,在这个鱼龙混杂的市场要想稳稳的接一合同,必须对客户及产品了解到位。
目前柔性防水套管市场价格混乱,一般客户只看价格,比完价格后才要质量,试想没有质量何谈价格?这就要求在报价上先和客户沟通,根据客户要求标准及实际情况进行报价,给客户分析价格高低的原因,澄清价格低的产品潜在性危险,让客户自已选择产品。
目前柔性防水套管市场上有一大批柔性防水套管贸易公司充当柔性防水套管生产公司,从网站宣传到套公司门牌可以说滴水不漏,试想贸易公司不赚钱吗?肯定要赚的,而且赚的不少,他们只能从产品质量上下手了。
所以说客户要采购柔性防水套管一定要摈弃占小便宜的心,要实地考察,选择大公司。河南恒生管道制造有限公司专业生产制造柔性防水套管产品,生产设备齐全,生产速度快,欢迎来电咨询。


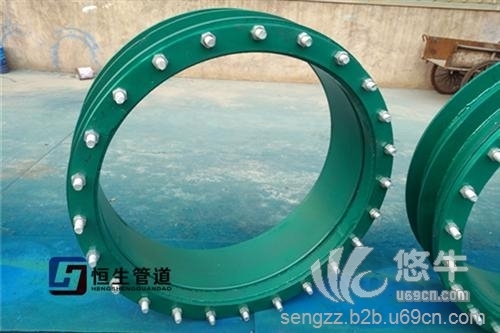
大口径柔性防水套管埋弧焊的工作原理
柔性防水套管埋弧焊也是利用电弧作为热源的焊接方法。柔性防水套管埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。所用的金属电极是不间断送进的光焊丝。焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。熔化的金属形成熔池,熔融的焊剂成为溶渣。熔池受熔渣和焊剂蒸汽的保护,不与空气接触。电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。在随后的冷却过程中,这部分液体金属凝固成焊缝。熔渣则凝固成渣壳,覆盖于焊缝表面。熔渣除了对熔池和焊缝金属起机械保护作用外,柔性防水套管焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。柔性防水套管埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。焊丝通过与导电嘴的滑动接触与电源联接。焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。焊丝的送进速度应与焊丝的熔化速度相平衡。焊丝一般由电动机驱动的送丝滚轮送进。随应用的不同,焊丝数目可以有单丝、双丝或多丝。有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。