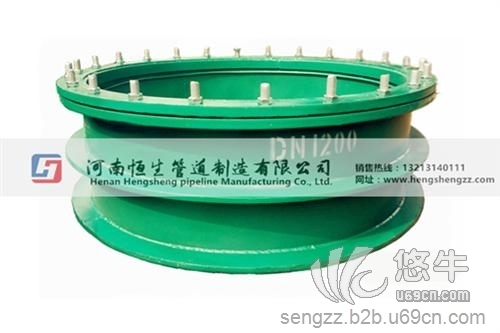
柔性防水套管作为城市供水、供热管道附件产品,在城市工业和民用建筑设施建设中发挥巨大的作用,柔性防水套管用量大,但是销售柔性防水套管的人员更多,在这个鱼龙混杂的市场要想稳稳的接一合同,必须对客户及产品了解到位。
目前柔性防水套管市场价格混乱,一般客户只看价格,比完价格后才要质量,试想没有质量何谈价格?这就要求在报价上先和客户沟通,根据客户要求标准及实际情况进行报价,给客户分析价格高低的原因,澄清价格低的产品潜在性危险,让客户自已选择产品。
目前柔性防水套管市场上有一大批柔性防水套管贸易公司充当柔性防水套管生产公司,从网站宣传到套公司门牌可以说滴水不漏,试想贸易公司不赚钱吗?肯定要赚的,而且赚的不少,他们只能从产品质量上下手了。
所以说客户要采购柔性防水套管一定要摈弃占小便宜的心,要实地考察,选择大公司。河南恒生管道制造有限公司专业生产制造柔性防水套管产品,生产设备齐全,生产速度快,欢迎来电咨询。


?柔性防水套管质量评审
柔性防水套管质量评审
评审机构应将条件初审情况及发现的问题形成书面报告,交给申请单位,同时报送受理机构。受理机构根据评审机构的意见,签发《准许试安装压力管道通知书》(格式见附件九),通知申请单位准备提交安装质量评审的压力管道安装工程。
安装质量评审主要审查申请单位安装压力管道的柔性防水套管。 重点是对防水套管厂 家材料、焊接、无损检测、检验等过程的审查和质量体系运行情况的审查。安装质量评审应在条件初审后进行,由评审机构组成审查组,审查组由经注册的评审员及特邀专家(必要时)组成。由评审机构视具体情况,可分次进行,每次审查人员一般不得超过2人。一次审查时间一般不超过3日。申请单位在 收到受理通知书后,应约请一个经国家认可的具有相应资格的评审机构进行评审工作;评审机构应及时向申请单位提供评审指南和评审细则。根据申 请单位的基本情况,按照本《实施细则》的有关规定确定是否受理。评审指南和评审细则等进行自我评定,自我评定合格后,进行评审。在开始评审工作前,评审机 构应向受理机构备案。

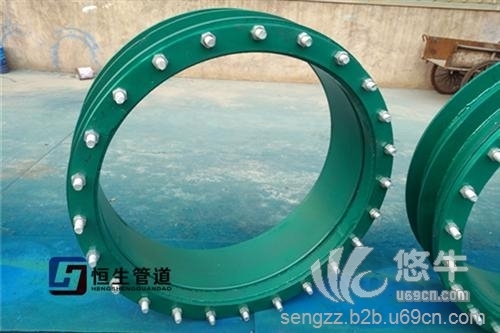
大口径柔性防水套管埋弧焊的主要优点
(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
(2)柔性防水套管焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。
(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝固。液体金属与熔化的焊剂间有较多时间进行冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。焊剂还可以向焊缝金属补充一些合金元素,提高焊缝金属的力学性能。
(4)在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法好。
(5)柔性防水套管自动焊接时,焊接参数可通过自动调节保持稳定。与手工电弧焊相比,焊接质量对焊工技艺水平的依赖程度可大大降低。
(6)没有电弧光辐射,劳动条件较好。
2.柔性防水套管埋弧焊的主要缺点
(1)由于采用颗粒状焊剂,这种焊接方法一般只适用于平焊位置。其他位置焊接需采用特殊措施以保证焊剂能覆盖焊接区。
(2)不能直接观察电弧与坡口的相对位置,如果没有采用焊缝自动跟踪装置,则容易焊偏。
(3)埋弧焊电弧的电场强度较大,电流小于100A时电弧不稳,因而不适于焊接厚度小于1mm的薄板。
北京市网友 03-12 05:17 用Win10电脑在谷歌浏览器上访问了本页
河北省张家口市网友 03-06 23:27 用安卓手机在Safari上访问了本页
广东省深圳市 鹏博士长城宽带网友 2024-11-16 05:48 用Win10电脑在谷歌浏览器上访问了本页
广东省深圳市 鹏博士长城宽带网友 2024-11-15 18:35 用Win10电脑在谷歌浏览器上访问了本页
![]()
 在线问
在线问