塑料造粒机螺杆批发或零售厂家莱州市奥凯塑机,本厂位于北方最大的塑料基地--山东省莱州市沙河镇,这里是北方最大的塑料原料、塑料再生料的集散地,经济发达,这里有威乌高速经过,有烟台至潍坊的206国道经过,北有莱州港,南有青岛港,交通方便。我厂主要生产废旧塑料再生造粒机,水洗粉碎机,塑料挤出硬管机,塑料吹膜机组等等。另外根据客户需求,标准定制各种塑料造粒机,塑料切粒机,塑料破碎机等,各种型号塑料再生机器以及相应设备。螺杆:是挤塑机的最主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
(2)机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
(3)料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
(4)机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具,机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。
(5)主机料筒采用电加热,水冷却自动控制机筒温度。螺杆芯部可通水(油)冷却,控制螺杆温度。机头装有测试熔温熔压的压力传感器。
风冷模面热切、造粒辅机、旋转刀片由交流电机驱动,变频调速;脱水干燥系统由离心脱水机、滚桶振动筛、风吹储料仓等组成。
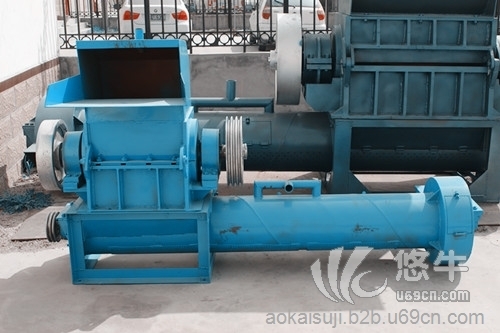
单螺杆造粒机特点 1.单螺杆造粒机具有集密炼、提送、喂料、挤出、风冷热切粒、风送冷却于一体,实现自动化连续作业,这样的单螺杆造粒机生产效率高;
2.单螺杆造粒机具有密炼、喂料及挤出段可根据客户选择采用电加热或蒸汽加热或热油循环加热技术,应其温度控制要求,根据要生产的不同的材料,对温度的要求也是不一样的。
3.混炼机采用"四棱同步耐磨混炼室"的技术 ,效率高,耗能低,塑化充分,分散均匀;
4.喂料装置采用本公司独特的技术 ,可对混炼物料进行辅助混炼,并对单螺杆挤出机进行强制喂料,提高造粒效率和品质;
5.双锥螺杆和单螺杆的驱动均采用交流变频技术,可适应各种工艺技术要求;
6.机头前部采用液压快速换网装置,省时省力,又环保;
7.造粒机采用旋转式刀盘和微调装置,进行风冷式热切粒;
8.粒料的冷却采用旋风分离器输送及滚筒式冷却机或圆盘式振动筛
9.电控系统采用PLC、可视界面与变频技术,实现全程自动化控制
;单螺杆一般在有效长度上分为三段,按螺杆直径大小 螺距 螺深确定三段有效长度,一般按各占三分之一划分。
料口最后一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
第二段叫压缩段,此时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3:1,有的机器也有变化,完成塑化的物料进入到第三段。
第三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
9.电控系统采用PLC、可视界面与变频技术,实现全程自动化控制。
莱州奥凯塑机专业生产塑料造粒机,塑料破碎机,塑料切粒机,上料机,自动入料机,造粒机电动模头,造粒机螺杆等系列产品,现我公司造粒机电动模头、造粒机螺杆批发零售,欢迎广大用户光临垂询。