双壁波纹管挤出成型的过程:
塑料挤出成型管材的工艺过程如下。按双壁波纹管成型用料配方要求,把各种原料计量后装人混合机的混合室内,高速搅拌,把各种原料混合均匀;把混合均匀的高温度料经搅拌降温(一般料温度应低于40'C)后投人挤出机的料斗内;料斗内的原料经由机筒进料口进人挤出机的机筒内;随着螺杆的旋转,原料被强制推向机筒前方。由于机简前面有过滤网、多孔板和成型模具的阻力,再加_L螺杆螺纹容积的逐渐缩小,结果使机筒内的原料向前移动的阻力随着前方料量的增加而越来越大,即原料的受压力越来越大;同时原料受机筒外加热的影响和在机筒内受挤压、剪切、搅拌作用,再加上原料与机筒和螺纹工作面间的摩擦及原料分子间的相互运动摩擦等条件,使原料在机筒内温度逐渐升高,其物理状态也随之逐渐由玻璃态转变为熔融高弹态,最后成为猫流态,达到完全塑化。由于螺杆一直不停地匀速旋转,则把塑化均匀的熔融料等压、等量地从成型模具口挤出,成型双壁波纹管坯。再经冷却定型,按一定的长度切断,即完成挤出成型双壁波纹管。
河北坤赞塑胶制品有限公司生产双壁波纹管,波纹管材我们更专业!欢迎您的到来!



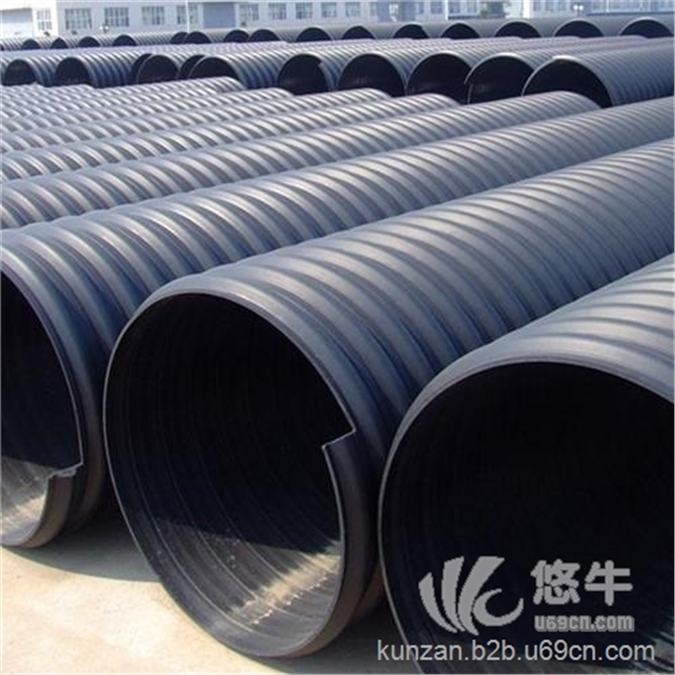
双壁波纹管的特点如下:
1、由于采用了U型钢带复合材料,使管材在不增加成本的前提下大幅度提高环刚度,同等重量情况下比缠绕管,克拉管强度大幅度提高。
2、各层的复合是在塑料熔融状态下进行的,因此各层粘和的复合牢度非常可靠。耐腐蚀长寿命钢带表面进行特殊预处理,以增强钢材的防腐蚀能力以及钢材和塑料的粘合力,提高剥离强度。
3、可采用电热熔连接,热收缩带连接,内外挤出焊接或多种连接组合使用,连接牢固。可靠的连接可以使管道达到零渗漏。


塑料管材的强度和刚性
表面上塑料埋地管的强度和刚性不及水泥管,特别是钢筋混凝土管,实际上塑料埋地管属“柔性管”,在正确设计和铺设施工情况下,塑料埋地管与周围土壤共同承受负载,因此,塑料埋地管不需要达到与混凝土管等“刚性管”一样的强度和刚性,就可以满足埋地使用中的力学性能要求。
河北坤赞塑胶制品有限公司生产高质量波纹管材,买塑料管材就到河北坤赞塑胶制品有限公司!我们竭诚为您服务!