
注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。 [1]注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
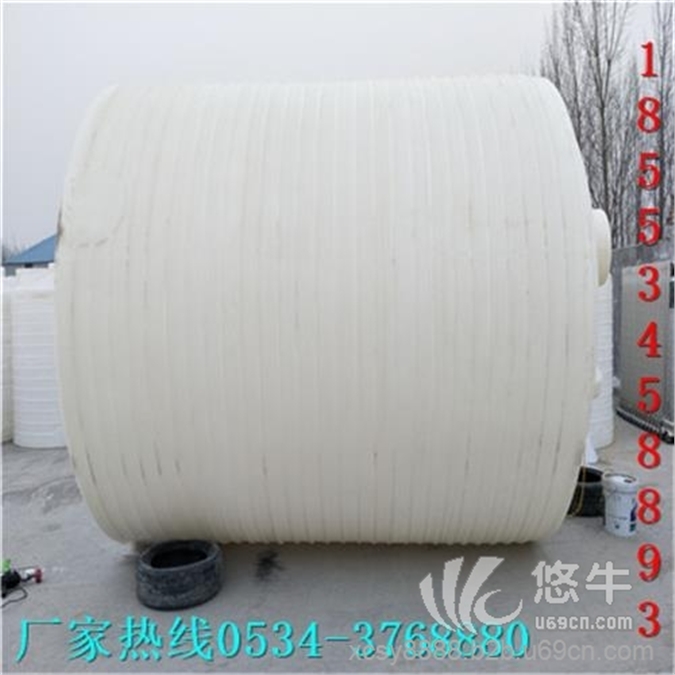
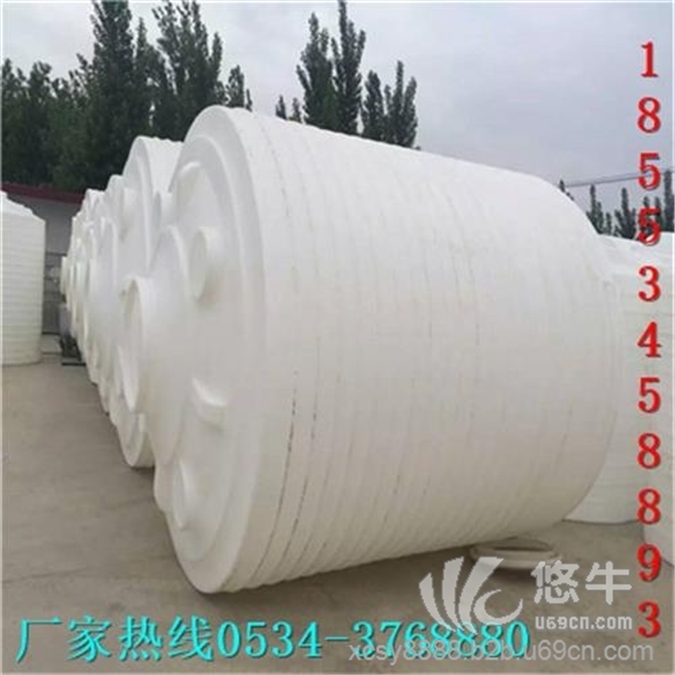
2.塑料注塑:.塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。有专门用于进行注塑的机械注塑机。公司采用德国德玛格高速注塑设备及配套模具出品快精度高质量稳定。产品规格从1升到50升远销至(荷兰,新西兰,澳大利亚,日本,英国)我公司可按客户来图来样制作,亦可按您的特殊技术要求和设计理念制作,可提供多种颜色选择以及精美印刷,提供模具设计及加工制作,本公司愿意与您共同开发新产品,用高质量的产品,和优质服务换得您的满意和认可是我们永恒的追求。选择我们就是选择放心,信诚永远值得您信赖

一.注塑成型﹕簡稱注塑
是通過螺絲杆將塑料攪入注射機加熱料筒中塑化﹐達到流動狀態﹐螺杆在旋轉過程中到
和逐步后退﹐而塑料則向前積聚﹐當螺杆停止轉動﹐由注塑活塞通過螺杆注射到閉合模具
的模腔中形成制品的成形過程。
二.注射成形三要素和五原則
三要素﹕成形材料
(
塑料
)
﹑注塑機及模具
五原則﹕成形壓力﹑速度﹑溫度﹑時間﹑行程
三.塑料的分類﹐分兩大類
1
.熱塑性塑料﹕受熱時可以塑化﹐冷卻時則疑固成形﹐溫度改變時可以反復變形。
2
.熱固性塑料﹕受熱時塑化和軟化﹐發生化學反應﹐并固化成形﹐冷卻后再加熱時﹐不再
發生塑化變形﹐如果溫度繼續升高就會發生分解。
四.常用塑料的簡單識別方法
外觀識別法﹕
PE
﹑
PP
﹑
PA
等塑料有不同程度的可灣性﹐手觸之有硬蠟樣滑膩感﹐敲激
時有軟性角質聲音﹐與此相比較
PS
﹑
ABS
﹑
PC
﹑
PMMA
等塑料無延展性﹐手觸有剛性感
﹐敲激時聲音較清脆。
PE
﹑
PP
相對密度小于水﹐浮于水面﹐
HiPS
等大多數塑料相對密度均大于小沉于水


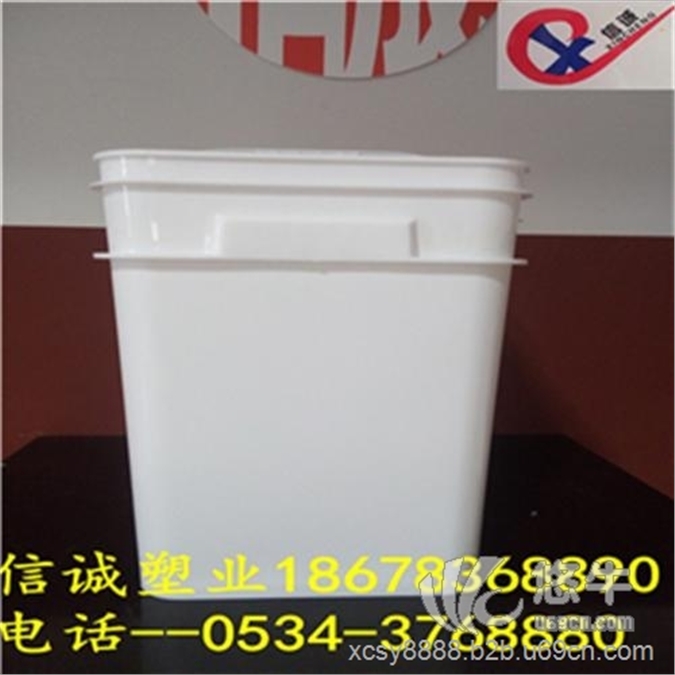
信诚塑业注塑桶采用中石化优质原包PP(聚丙烯)颗粒料注塑脱模而成,产品分为圆桶,方桶,拧盖桶,压盖桶,铁提桶塑,塑料提桶等桶型。公司拥有先机的注塑设备和丝网印刷及热转印刷设备,品种多样规格齐全塑料桶产品密封性好,抗高冲击抗腐蚀·耐蠕变·耐高温,防静电,防盗,工艺精湛,桶体美观等特点产品符合GB13508--92标准获得ISO9001:2000国际质量体系认证并通过UN出口商品危险货物包装容器质量认证。本公司相关证件资质齐全可满足客户所需要求。信诚塑业注塑包装桶规格有1升2升3升4升5升6升8升10升12升15升16升18升20升25升30升40升50升塑料桶桶类包括圆桶,方桶,美式桶,欧式桶,中式桶,压盖桶,螺旋盖桶等多种桶形


 注塑成型工藝的影響因素
注塑成型工藝的影響因素1﹐料筒溫度
成型過程選定料筒溫度時應注意﹕
a:能保証物料塑化良好不引起塑料的焗部降解。
B:塑料在加熱筒中停留時間
C﹕制品和模具結構的特點
2﹐模具溫度﹕應留意控制在(一般40°C至60°C)
A,為使制品脫模時不變形﹐模溫通常應低于塑料的玻璃化溫度或不易引起制品變形的溫度﹐但制品的脫模溫度則應稍高于模具溫度。
B,為保証充模時制品完整和質量緊密﹐對于不同的塑料熔體應采用不同模溫。
C﹐模溫低時聚合物分子取向作用大﹐制品內應力高﹐模溫高則有利于聚合物結晶﹐制品力學強度有所提高﹐但伸長率和沖擊強度則有所下降﹐由于厚壁厚制品充模時間和冷卻時間較長模溫過低會引起內部形成氣泡和收縮﹐并因旨起內力﹐因此厚壁制品不采用過低的模具。
3﹐注射成型壓力﹑速度行程的設定
壓力是靠”前阻后推”而形成的
a﹕射膠壓力的設定必須要保障熔體在受控的速度下充入模腔。
B﹕保壓壓力的作用是補充靠近澆口料源方向倒流﹐減少注塑
機的能源需要﹐防止產品飛邊﹐降低產品的內應力﹐重量﹐亦可使成品重量﹑尺寸的變化較輕微和獲得強度較高的制品。
C﹕內應力﹕是聚合物內部結構組織受力后對外產生的擴張力。
D﹕射膠速度的設定影響注射成型和穩定性和作用在塑料上的熱量。
E﹕射膠速度的設定是必須要保証熔體在冷卻前充懣模腔。
F﹕背壓壓力的作用是提高塑化能力﹐改善熔料的均勻度。
G﹕熔膠停止位置的設定將影響受力的穩定性﹐傳遁的速度﹐損耗力度的大小