品牌:中大集团
起订:1件
尼龙 机械加工:
机械加工:
(1)车削加工时,车床转速不宜过快一般在200转/分,进刀量不宜过大,否则造成制品发热膨胀,加工完全不符合尺寸。
(2)刨床加工时,不应用手刀,应用尖刀加工,刨刀后角要小,用手刀会造成尼龙件光面崩裂掉块。
(3)车削时应用机油,不宜水性乳化液,因尼龙吸水。
(4)钻孔时,车床不超过200转/分,如钻200㎜上孔时,先以小钻头,后逐步扩大,防止龟裂。
装配:
(1)尼龙与套座配量要比金属过盈量大些过盈外径1--1.2%,一般静配全在0.10--0.15㎜,动配合在0.5---0.8㎜和范围内。
(2)尼龙套和轴的配合尺寸也要加大,其间隙为轴径的0.8--1.0%,可使衬套压入轴配合,否则运转中发热产生抱轴现象。
(3)衬套与座装配时应采用压入法,切不可敲打硬砸
中大德通化塑
 MC尼龙各项物理特性指标可看出,MC尼龙作为一类特种工程塑料,可以在许多恶劣的工作环境中使用,特别是矿山机械和农业机械。在农业机械运用方面,我团工程塑料制品厂开发出3大类50多种产品,主要有轴套类、连轴器弹性减震块类和密封环类,主导产品有链式拖拉机台车及各种农业机械上的耐磨轴套。特别是联合收割机上的各类易损件、联轴器,新疆-2型收割机上用的MT5-C型梅花弹性体,各类水泵联轴器中长寿命的减震块等。密封环类产品有各种油缸密封环和防尘套,大型水泵密封环等。在制造过程中,对应用于不同的工作环境下的制品进行改性处理,如轴套类产品,通过改性,增加其自润滑性能和耐磨性能,大力提高使用寿命,为用户节约维修成本和保养时间。对于减震块类产品,着重提高其韧性和抗冲击性能,能在恶劣的工作环境中保持很高的稳定性和较长的使用寿命。值得一提的是,使用MC尼龙制品,在某些使用条件下,可使机件结构简化,如农业机械上的各类张紧轮,可省去轴承,直接把尼龙张紧轮套到轴上运转,大大降低制造成本和维修保养费用
MC尼龙各项物理特性指标可看出,MC尼龙作为一类特种工程塑料,可以在许多恶劣的工作环境中使用,特别是矿山机械和农业机械。在农业机械运用方面,我团工程塑料制品厂开发出3大类50多种产品,主要有轴套类、连轴器弹性减震块类和密封环类,主导产品有链式拖拉机台车及各种农业机械上的耐磨轴套。特别是联合收割机上的各类易损件、联轴器,新疆-2型收割机上用的MT5-C型梅花弹性体,各类水泵联轴器中长寿命的减震块等。密封环类产品有各种油缸密封环和防尘套,大型水泵密封环等。在制造过程中,对应用于不同的工作环境下的制品进行改性处理,如轴套类产品,通过改性,增加其自润滑性能和耐磨性能,大力提高使用寿命,为用户节约维修成本和保养时间。对于减震块类产品,着重提高其韧性和抗冲击性能,能在恶劣的工作环境中保持很高的稳定性和较长的使用寿命。值得一提的是,使用MC尼龙制品,在某些使用条件下,可使机件结构简化,如农业机械上的各类张紧轮,可省去轴承,直接把尼龙张紧轮套到轴上运转,大大降低制造成本和维修保养费用
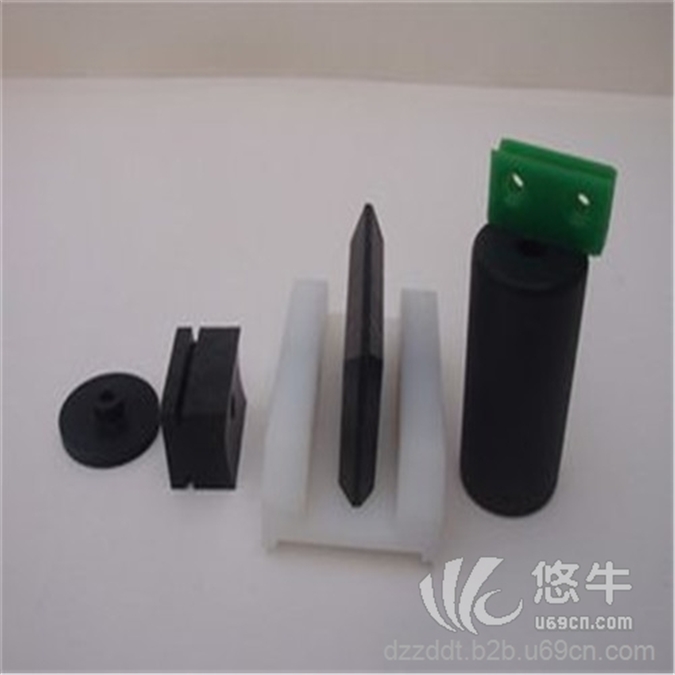
 PA6+ 油(绿色):这种铸型尼龙6是名副其实的自润滑尼龙,是专门为制造不能润滑、负载高以及运行速度低的零件而开发的,极大地拓宽了尼龙的应用范围,它比一般尼龙的磨擦系数低(可降低50%)而耐磨性得到提高(可提高10 倍)。
PA6+ 油(绿色):这种铸型尼龙6是名副其实的自润滑尼龙,是专门为制造不能润滑、负载高以及运行速度低的零件而开发的,极大地拓宽了尼龙的应用范围,它比一般尼龙的磨擦系数低(可降低50%)而耐磨性得到提高(可提高10 倍)。
PA6+ 二硫化钼(灰黑色):含二硫化钼粉末,可在不影响未改性铸型尼龙的耐冲和耐疲劳性能的同时,提高其承载能力和耐磨性,它非常广泛地用来制造齿轮、轴承、星轮和套。
PA6+ 固体润滑剂(灰色):采用有专利权的铸型尼龙6的配方,内含固体润滑剂,该材料具有自润滑性,优异的磨擦性,突出的耐磨性和压力速度能力(比普通铸型尼龙高5倍)。特别适用于高速运行、无法润滑的运动件,是含油尼龙的完美补充。