厂价批发环保卫生不易爆裂使用寿命长家装热水管
一、紫铜管焊接后接头的机械性能往往低于基本金属,尤其是接头部分的塑性和韧性降低更明显。
二、紫铜管焊接方法:
1、紫铜管手工电弧焊
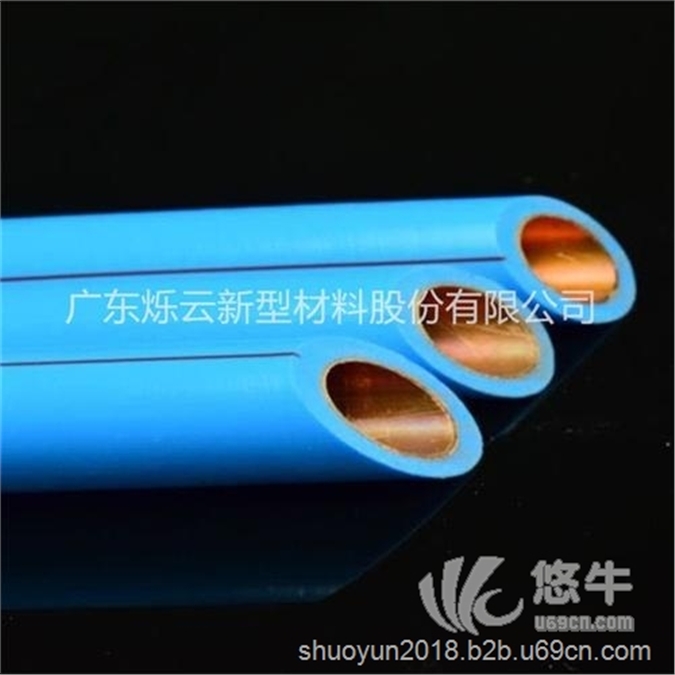
在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。
焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须彻底清除层间的熔渣。
焊接应在通风良好的场所进行,以防止铜中毒现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
2、紫铜管气焊
焊接紫铜管最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜管时应采用中性焰。 
3、紫铜管手工亚弧焊
在紫铜管手工亚弧焊时,采用的焊丝有丝201(特别制做的紫铜焊丝)和丝202,也采用紫铜丝,如T2。
焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
对接接头板厚小于3毫米时,不开坡口;板厚为3~10毫米时, 开V型坡口,坡口角度为60~70o; 板厚大于10毫米时,开X型坡口,坡口角度为60~70o;为避免未焊透,一般不留钝边。根据板厚和坡口尺寸,对接接头的装配间隙在0.5~1.5毫米范围内选取。
紫铜管手工亚弧焊,通常是采用直流正接,即钨极接负极。为了消除气孔,保证焊缝根部可靠的熔合和焊透,必须提高焊接速度,减少亚气消耗量,并预热焊件。板厚小于3毫米时,预热温度为150~300℃;板厚大于3毫米时,预热温度为350~500℃。预热温度不宜过高,否则使焊接接头的机械性能降低。
广东烁云新型材料股份有限公司顺德杏坛塑料厂是一家生产PPR、MPP、PE、铜芯、管材、管件等产品的专业化厂家,是一家集设计、制造、销售、服务为一体的规模化企业。公司座落在风景秀丽的岭南,珠三角经济区的明珠佛山顺德区(中国塑料建材之都),交通便捷,物流畅通。 公司引进目前先进的管材自动生产线和注塑成型机,并配备有先进的整套管材管件检测设备,使公司产品得到了完善的保障。
如有需要图片上有我方联系,欢迎各位前来咨询。
PPR的冷热水管有什么颜色的?不同颜色的管子能热熔在一起吗?
PPR管具有一般塑料管重量轻、耐腐蚀、不结垢、使用寿命长等特点。PPR管材的标准长 度为每根四米,买的时候要问清楚商家说的是每根管材的价格还是每米管材的价格,管材送到以后要记得抽查管材的长度是否符合要求。

PPR管安装工具,包括热熔工具和切割工具,如压力调节器,电熔,加热装置,切割机,也有成套的集成工具。
 本公司拥有精加工、装配、检测技术等完整的一条龙生产线,并拥有一批高素质的专业技术人员,具有断开发新产品的能力,产品均采用优质原料,严格按IS09001:2000国际质量管理体系标准生产,生产的产品经国内外权威部门检验检测,各项指标均达到标准;产品质量完全符合德国工业标准DIN8077、DIN8078、国标标准IS0/DIS15874.2-1999及企业标准Q/GF003-2001,产品系列配套、规格齐全。
本公司拥有精加工、装配、检测技术等完整的一条龙生产线,并拥有一批高素质的专业技术人员,具有断开发新产品的能力,产品均采用优质原料,严格按IS09001:2000国际质量管理体系标准生产,生产的产品经国内外权威部门检验检测,各项指标均达到标准;产品质量完全符合德国工业标准DIN8077、DIN8078、国标标准IS0/DIS15874.2-1999及企业标准Q/GF003-2001,产品系列配套、规格齐全。  PPR的冷水管标有蓝色标记,热水管标有红色标记。由于都是PPR当然是可以热熔到一起。但是你要记住热熔到一起的冷水管和热水管只能用作冷水管使用了,因为热水管可以用作冷水管,而冷水管不能用作热水管。
PPR的冷水管标有蓝色标记,热水管标有红色标记。由于都是PPR当然是可以热熔到一起。但是你要记住热熔到一起的冷水管和热水管只能用作冷水管使用了,因为热水管可以用作冷水管,而冷水管不能用作热水管。
ppr冷热水管,用的原料是一样的,仅通过壁厚不一样来区别管子是热水还是冷水的。
因为热水下,管子容易软化,所以相应压力下需要更厚的管子。


 在线问
在线问