双螺杆造粒机设备定制
开机操作
1、将A、B开关推上启动。
2、将加热控制开关推上启动。
3、将电磁阀开关推上启动。
4、预热升温。按工艺要求设定各区段加热温度值,当各区段加热温度达到设定值后,持续恒温20-30分钟,再检查各区段温控表和各区段冷却管道电磁阀是否正常。
5、启动润滑油泵开关,观察主机尾部油压表,应在0.1-0.2MPa。(始终保持0.1-0.2MPa,低于0.05MPa以下应立即停机检查油路、油泵、油泵电机和线路)
6、打开润滑油泵、冷却水、切粒机等开关。
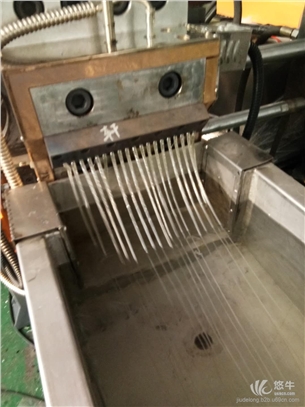
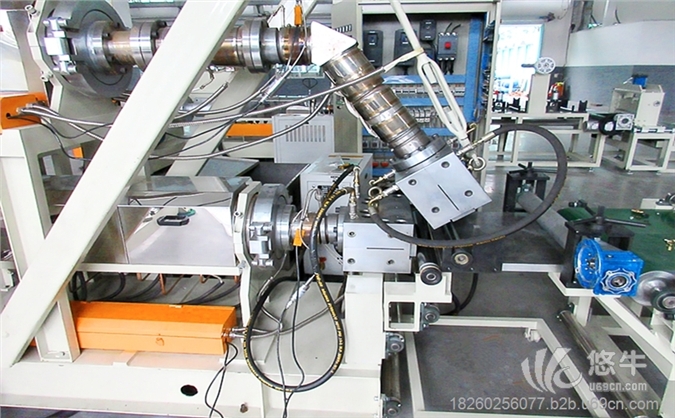
7、手动盘车主机,转动三圈,无异常情况后,再启动主电机控制系统后,顺时针转动主机调速旋钮(注意应在启动主机前先将旋钮逆时针转到零位),缓慢提高螺杆转速(参见图-1、图-2)。螺杆空转时转速不得高于30-40r/min,时间短于2分钟,并检查机器运转情况以及空载电流是否正常。
8、主机运转若无异常,即可开始加料(如侧向喂料,应按工艺要求依次启动加料装置),要以尽量低的转速开始喂料(请注意开车前调速旋钮设置在零位,参见图-2)。待机头有物料排出再逐渐缓慢地提高螺杆转速和双腕喂料机转速。升速时应待电流回落平稳后再升喂料机转速,使喂料机与主机转速相匹,并及时调整切粒速度,使生产出的粒子符合要求。每次主机及喂料机升速后,均应升速调节过程中随时密切注意观察主机电流指标,原则上控制主机电流以不超过额定电流的80%为佳。同时注意整个机组各部位的运转情况,如噪音、振动、轴承升温、加热温度、主机电流等主要操作数据必须在常规范围内。若有异声,应及时停车处理。对于某一确定的螺杆组合,本机的生产能力及负载大小(主机电流)主要取决于喂料量的多少;对于塑化混炼效果则更多的取决于螺杆组合形式是否合理以及主机螺杆转速、加热温度高低、排气效果好坏等。试车时,多次调整这些参数是必不可少的。
设备使用说明
开机准备
1、电气配线是否准确,有无松动现象。
2、用兆欧表测量电动机,铸铝加热器的绝缘电阻不得小于0.5MΩ。
3、各热电偶、熔体传感器等检测元件安装是否良好。
4、主电机电压380V,频率范围0-50HZ。螺杆转速0-130r/min。
5、检查润滑系统:
(1)向齿轮传动箱内加润滑油至油标指示油位。
(2)检查油循环系统和各点供油状况。点转油泵转向正确无误后,开启油泵,压力继电器设定在保护压力低于0.08Mpa报警,再检查和调整各供油点的油量和喷油状况。
6、检查所有上下水管、油管,均应畅通,无泄漏,各控制阀门均应调节灵便。
7、手动盘车安全联轴器,检查传动系统和螺杆等运动部位,无异常声音为合格。盘车方向从机头看,螺杆转向为顺时针,螺杆旋转不少于三圈。
8、主机螺杆筒体组合构型是否适合于将要加工的物料品种,若明显不适合,则应进行重新组合调整。
9、清理储料仓及料斗,确认无杂质异物后,将物料加满储料仓,启动自动上料机。当料斗中物料达到预定料位后上料机将自动停止上料。各种计量加料装置,应按工艺要求进行现场标定,给出各加料装置的供料曲线,并商定试车方案。