
表面粗糙度测量仪使用时怎样确定测量方向?
1、图样或技术文件中规定测量方向时,按规定方向进行测量;
2、当图样或技术文件中没有指定方向时,则应在能给出粗糙度参数zui大值的方向测量,该方向垂直于被测表面的加工纹理方向;
3、对无明显加工纹理的表面,测量方向可以是任意的,一般可选择几个方向进行测量,取其zui大值为粗糙度参数的数值。

北京凯达科仪提供粗糙度测量仪技术咨询
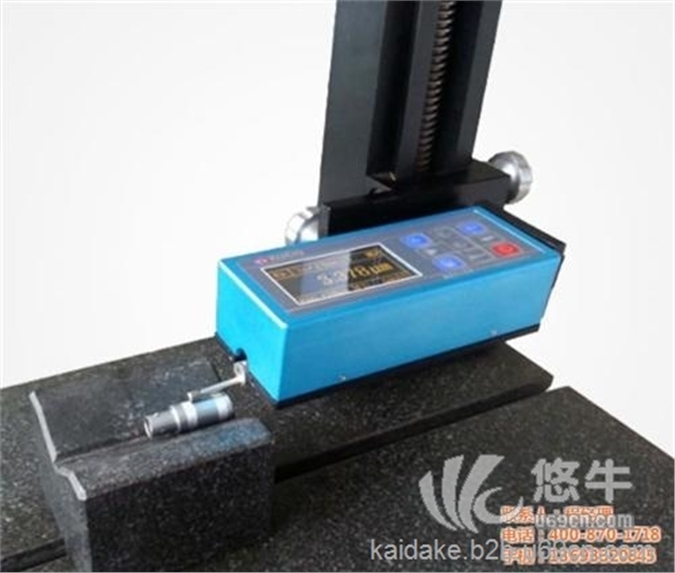
触针法表面粗糙度工作原理
表面粗糙度利用针尖曲率半径为2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪,同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪。这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差Ra,微观不平度十点高度Rz,轮廓zui大高度Ry和其他多种评定参数,测量效率高,适用于测量Ra为0.025~6.3微米的表面粗糙度。

表面粗糙度检测仪功能介绍
北京凯达科仪科技有限公司专业生产表面粗糙度检测仪,适用于车间检定站、实验室、计量室等环境的检测。符合国际标准并兼容日本、德国、美国、英国等国家的标准。

表面粗糙度检测仪器具有操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量新国际标准的主要参数,可测量多种机加工零件表面粗糙度,机电一体化设计,体积小,重量轻,使用方便;是适合于生产现场环境和移动测量需要的一种手持式仪器,









