
粗糙度仪量程范围±20μm、±40μm、±80μm什么意思
有客户问凯达粗糙度仪NDT120和NDT150参数里面的'粗糙度仪量程范围±20μm、±40μm、±80μm什么意思'
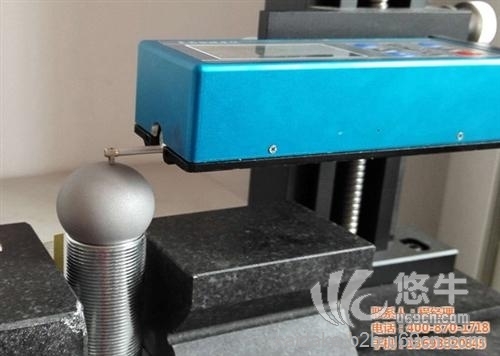
其实这是根据工件表面的粗糙度情况客户可以自己选择的参数, 是触针根据工件的轮廓上下浮动的距离,越粗糙需要选择的量程越大,如果选择的量程小了 测量时机器会报警。

表面粗糙度测量仪怎么用
首先进行目测检查,当表面粗糙度要求不高时或工件表面存在着明显影响表面功能的表面缺陷,选择目测法检验判定.然后进行比较检查,可采用视觉或显微镜将被测表面与粗糙度比较样块比较判定。
再进行仪器检查。
对不均匀表面,在最有可能出现粗糙度参数极限值的部位上进行测量;
对表面粗糙度均匀的表面,应在几个均布位置上分别测量,至少测量3次;
当给定表面粗糙度参数上限或下限时,应在表面粗糙度参数可能出现zui大值或zui小值处测量;
表面粗糙度参数注明是zui大值的要求时,通常在表面可能出现zui大值(如有一个可见的深槽)处,至少测量3次;

表面粗糙度参数定义
凯达粗糙度仪NDT110的参数计算符合GB/T 3505《产品几何技术规范 表面结构 轮廓法 表面结构的术语、定义及参数》。
表面粗糙度:是指加工表面上具有较小间距和峰谷所组成的微观几何形状特征。
取样长度:用于判别具有表面粗糙度特征的一段基准线长度。
评定长度:评定轮廓所必须的一段长度,它可以包括一个或几个取样长度。
轮廓算术平均偏差Ra :在取样长度内轮廓偏距的算术平均值。
轮廓均方根偏差Rq:在一个取样长度内纵坐标值的均方根值
轮廓zui大高度Rz(ISO):在一个取样长度内,zui大轮廓峰高Rp和zui大轮廓谷深Rv之和的高度。
轮廓峰谷总高度Rt:在评定长度内zui大轮廓峰高和zui大轮廓谷深之和。
轮廓zui大峰高Rp: 在取样长度内从轮廓峰顶线至中线的距离。
轮廓zui大谷深Rv:在取样长度内从轮廓谷底线至中线的距离。

全国免费咨询热线:400-870-1718
表面粗糙度测量仪-评定零件表面光洁度的精密仪器
免费质保2年!买的放心!用的安心!









