
研磨平板平台华北量具的老大哥。研磨平板铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。铸造清理过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的量具铸件。合理的工艺:操作者要严格按工艺过程进行操作,历求量具铸件结构使模样制造简单方便,使分型面数目少,具有拔模斜度,砂芯数量要少,有合理的壁厚,连接处要有过渡。选择合理的浇注系统,使量具铸件顺序凝固,以得到组织均匀的量具铸件。合箱:合箱是一个不可忽视的重要环节,铸型表面的浮砂要清理干净,按印记对合,注意错箱量,是减少量具铸件偏箱的重要手段。下芯:下芯时要平稳,清理浮砂。砂芯的位置要放置好以防偏芯的产生。烘干:对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。 对铸铁平板消失模涂模时注意: (1):涂料要求:采用水基石墨涂料,其波美度为60-70之间,涂刷时在温室内,烘干前严禁搬动,以防止变形.(2)刷涂要求:涂料搅拌均匀,刷涂时严谨露白. (3)涂层烘干:涂料供干后要有足够的强度,在50-60℃的烘干24h。泊头市精仪工量具制造厂为个体独资企业。本公司技术力量雄厚,设备精良,交通便利。主要生产:焊接平台,钳工平板,划线平板,研磨平台等系列产品,也可按图纸或实样设计加工。为开拓和适应市场的发展,我们以技术为先导,培养了大批专职技术人员和科技人才。产品开发采用计算机辅助设计,数控机床精密加工,具有较强的研发生产能力。现生产冶金、煤碳、发电、化工、铁路、纺织等各行业。产品共十大系列,2千余种规格。还可以根据客户要求开发生产其它异型产品。精仪工量具在发展中,以技术为先导,培养了大批专职技术人员和科技人才。产品开发采用计算机三维设计,具有较强的开发能力。现在产冶金、煤碳、发电、化工、铁路、纺织、等各行企业所用铸件等。 如若了解更多,请进:http://www.hbjylj.com
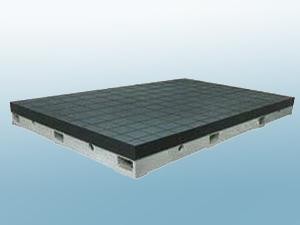
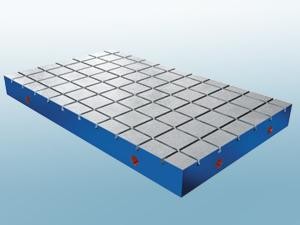
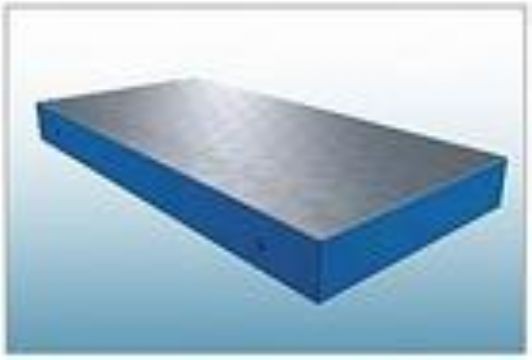
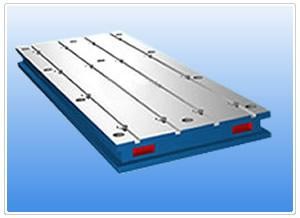
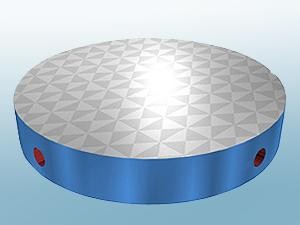
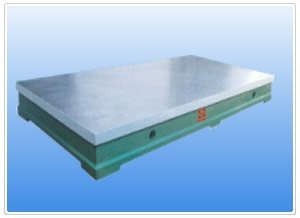
研磨平板平台华北量具的老大哥
1/5
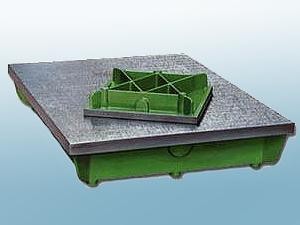
研磨平板平台华北量具的老大哥
¥20000.00/件
2013-06-19 12:062分享0询价
参数
- 未填品牌
- 1件起订
- 沧州产地
河北 沧州
0天内发货
0件
产品参数
- 河北 沧州
- 1件
产品详情

在线留言
店铺最新


- 研磨平板平台华北量具的老大哥
- ¥20000.00
 在线问
在线问
最近来访记录
加拿大网友 03-15 10:32 用Win10电脑在谷歌浏览器上访问了本页
北京市网友 03-11 23:07 用Win10电脑在谷歌浏览器上访问了本页
广东省深圳市网友 02-28 21:32 用安卓手机在谷歌浏览器上访问了本页
荷兰网友 02-23 23:01 用Linux设备在谷歌浏览器上访问了本页
河北省石家庄市网友 02-11 05:58 用安卓手机在Safari上访问了本页
美国网友 01-10 13:21 用Win10电脑在谷歌浏览器上访问了本页
广东省深圳市 鹏博士长城宽带网友 2024-12-31 01:37 用Win10电脑在谷歌浏览器上访问了本页
广东省深圳市 铁通网友 2024-12-22 12:45 用安卓手机在Safari上访问了本页
美国 康涅狄格州费尔菲尔德县费尔菲尔德镇通用电气公司网友 2024-12-03 00:48 用苹果电脑在Safari上访问了本页
广东省深圳市 鹏博士长城宽带网友 2024-11-21 06:10 用Win10电脑在谷歌浏览器上访问了本页