
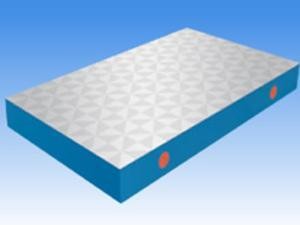
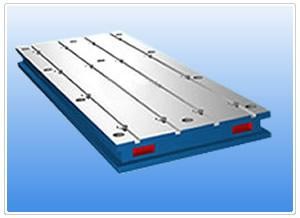
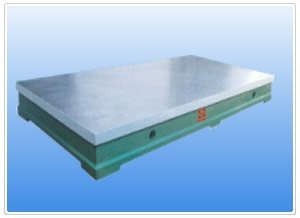
划线平板/划线平台品质不一般啊。划线平板/划线平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经由两次人工处理(人工退火600度-700度和天然时效2-3年)使用该产品 的精度不乱,耐磨机能好。
划线平板/划线平台精度:按国家尺度计量检定规程执行,分别为0、1、2、3四个等级。
划线平板/划线平台规格:200x200—3000x6000,大于此规格的划线平台可以按图纸订做。
划线平板/划线平台铸造碾砂过程的控制:型砂的性能将直接影响铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。划线平板的表面磨削方法:划线平板(划线平台)加工工艺:实型模型及工装→实型铸造→铸件人工时效处理→粗加工→二次人工时效→精加工→人工刮研→检验合格→包装。划线平板(划线平台)的表面需要很平整,精度在3级以上,改进划线平板的表面加工工艺。用磨削代替刮研进行精加工。工艺路线为:粗刨一精刨一时效一粗磨一半精磨一精磨。按常规磨削铸铁应选用碳化硅砂轮,但因碳化硅本身质脆,易崩碎颗粒成针状,修整时难以形成等高微刃,磨削时会使切削力增加,难以达到低的粗拙度,而刚玉类砂轮具有较高的机械强度,颗粒不易碎裂,易形成等高微刃,因此在平尺磨削中我们选用了白刚玉砂轮。砂轮的硬度选用K级。太硬则自锐性差,磨粒钝化后不易脱落,继承磨削就会增加磨削力和磨削热,使表面粗拙度变大,零件变形增加,太软且常会泛起磨削不平均等现象。砂轮的粒度粗磨时选 40#,以进步效率,精磨时选80#,以保证其表面精度要求。售后服务承诺:1、对售出产品实行三包,在三包期内,如出现由产品制造质量引起的问题工厂包修、包换、包退;对由于其它原因造成的问题,工厂积极协助用户解决问题,以保证产品及时投运,把事故损失降低到最低程度。2、重大设备的安装、调试,现场技术服务由副总工程师为首的技术专家自带队上门服务,以解决用户的各种问题。重点工程派驻工地代表。还可以根据客户要求开发生产其它异型产品。精仪工量具在发展中,以技术为先导,培养了大批专职技术人员和科技人才。产品开发采用计算机三维设计,具有较强的开发能力。现在产冶金、煤碳、发电、化工、铁路、纺织、等各行企业所用。要生产:划线平台,铸铁平板,v型铁,弯板等系列产品, 如若了解更多,请进:http://www.hbjylj.com
划线平板
1/5
划线平板
¥20000.00/件
2013-06-19 12:121分享0询价
参数
- 未填品牌
- 1件起订
- 沧州产地
河北 沧州
0天内发货
0件
产品参数
- 河北 沧州
- 1件
产品详情

在线留言
店铺最新


- 划线平板
- ¥20000.00
 在线问
在线问
最近来访记录
广东省深圳市网友 02-14 04:39 用安卓手机在谷歌浏览器上访问了本页
河北省石家庄市网友 02-11 22:56 用安卓手机在Safari上访问了本页
美国网友 01-13 06:52 用Win10电脑在谷歌浏览器上访问了本页