
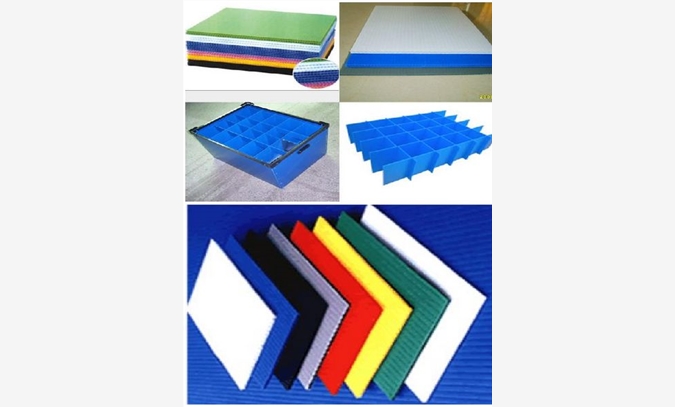
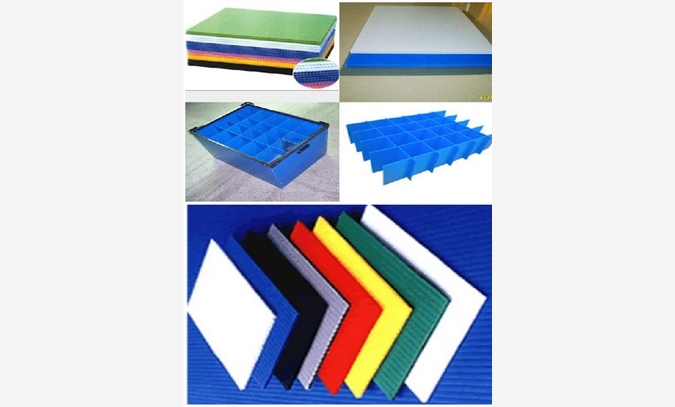
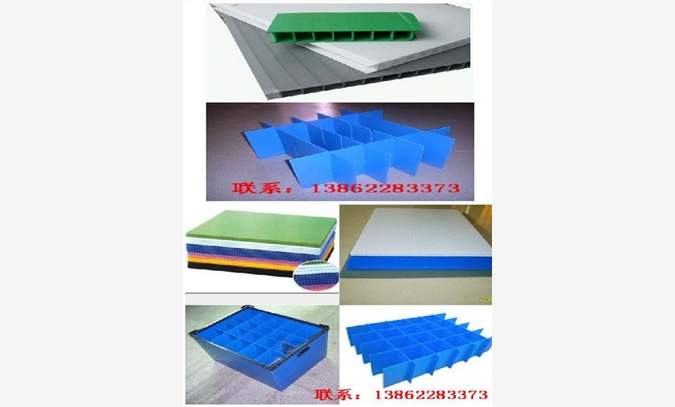
丽水中空板 丽水PP中空板 丽水塑料瓦楞板
塑料中空板用原料按一次成型塑料制品的用料量,由料斗加入到注塑机的机筒内、转动的螺杆推动原料前移,与此同时原料***机筒外部的加热。由于原料在机筒内既要受热升温,又要因螺杆上螺纹容积的逐渐缩小而受压缩,再加上不停转动螺杆的螺纹使翻动前移物料间及物料与机筒间的摩擦等多种条件作用,使原料在被推动前移的同时逐渐被塑化成熔融态。至螺杆前端的熔料,由于受喷嘴的阻力而产生反螺杆螺纹推压力,随着螺杆推动熔料前移量的增加,则产生的这个熔料反推压力也逐渐增加,当这个反推压力大于油缸活塞对螺杆的推力和摩擦阻力时(这个阻力即是螺杆的背压力),螺杆开始后退、同时开始料斗的加料计量。螺杆后退的距离大小由一次成型注塑制品的注射料量来决定, 由生产前调整好的行程限位开关控制。后退的螺杆碰到行程开关后,则停止转动和后退,完成一次预塑化原料程序。丽水中空板 丽水PP中空板 丽水塑料瓦楞板
丽水中空板 丽水PP中空板 丽水
1/5
丽水中空板 丽水PP中空板 丽水
¥1.00/吨
2014-06-10 16:371分享0询价
参数
- 未填品牌
- 1吨起订
- 苏州产地
江苏 苏州
0天内发货
0吨
产品参数
- 江苏 苏州
- 1吨
产品详情

在线留言
产品热门搜索
店铺最新





- 丽水中空板 丽水PP中空板 丽水
- ¥1.00
 在线问
在线问
最近来访记录
河北省张家口市网友 03-07 00:20 用安卓手机在Safari上访问了本页
北京市海淀区 北龙中网(北京)科技有限公司网友 02-26 07:21 用Linux设备在谷歌浏览器上访问了本页
美国 华盛顿州西雅图市亚马逊(Amazon)公司数据中心网友 02-21 08:29 用在谷歌浏览器上访问了本页
广东省深圳市网友 01-13 08:41 用安卓手机在谷歌浏览器上访问了本页
广东省深圳市 润迅通信集团有限公司网友 01-02 07:34 用Win10电脑在谷歌浏览器上访问了本页
美国网友 2024-12-29 09:21 用Win10电脑在谷歌浏览器上访问了本页
河北省石家庄市网友 2024-08-27 17:46 用安卓手机在Safari上访问了本页