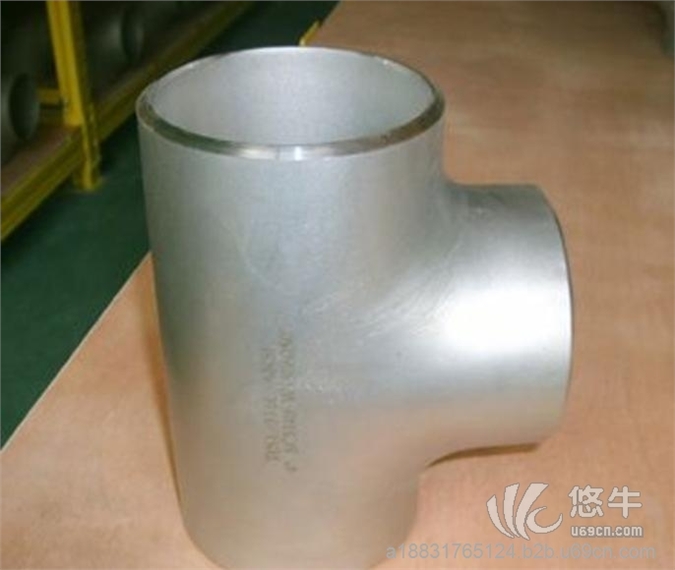

一般不锈钢异径管连接采用钎焊接,利用毛细现象,使熔解的焊料液流人管接件与不锈钢管之间,来完成连接。为了焊接后牢固,需要管接件与不锈钢管之间的承插配合间隙小而均匀。整形就是完成管接件内、外径的工序。管接件成形三、四通、弯头等生产方式多种多样,但整形方法基本相同。承口内径的,利用芯棒进入管接件的管路内,完成尺寸要求;插外径的,利用套模(一般为有芯套模),使管接件进入套模内,完成外径尺寸要求。目前,使用的设备主要有压床及冲床。整形工作示意图示于图5-23,由于加工后有弹性恢复,一般情况下芯棒取规定尺寸最大值,套模内径取最小值。
不锈钢管件加工在完成成形后,需要精整整形。对于带承口的管件,有一个扩管工序。首先,值得注意的是承口段的长度与外径要有适当的比例,即承口段长度要满足钎焊时钎着率的要求,一般大口径管件的承口长度必须大于0.5D,中、小口径的承口长度要保证0.8D以上。
其次,对于弯头,三通的承口长度和承口位置,在符合承口长度的同时,扩承口的长度止位点应在圆弧与直线段的切点之外,这是避免弯头与三通在90°的折弯处剪切应力极大而造成管件拉裂、破坏、漏水、漏气的事故,这一方面已有不少经验教训。
5.5.2端面平口
端面平口是对不锈钢异径管的管端口平整,并使管接件各管段长度尺寸达到规定要求。主要的是在专用仪表车床上夹紧管接件,车端口,到一个定位,用来保证长度尺寸要求的。专用平口机床,使不锈钢异径管定位,旋转的刀具平端口,也同样到一挡块处,以保证长度尺寸要求。端面平口机示于图5 -24