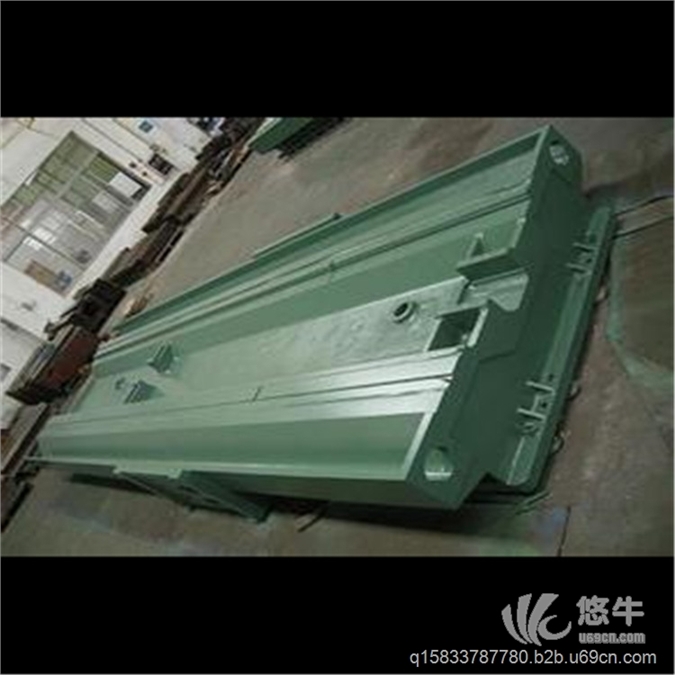

机床滑台铸件如果出现所孔是铸件重要毛病之一,出现缩孔会使铸件抗拉力达不到,如果在导轨上出现,精度也是保证不了的。工作台行走到缩孔部位时就会出现高低与导轨整体不平,最好的修补也会出现6丝左右的误差。如果生产精密设备,6丝的误差是致命的,设备的机床在好的工程师也调不好。下面是三鼎小编为您介绍关于在生产铸件时防止机床滑台铸件缩孔和铸件缩松的方法;
防止机床滑台铸件产生缩孔和缩松的基本出发点是根据该合金凝固特点和铸件结构,制订合理的铸造工艺来有效地控制凝固过程,使铸件在凝固过程中建立良好的补缩条件,尽可能使缩松转化为缩孔,并使缩孔移向铸件最后凝固的地方。这样,在机床滑台铸件最后凝固 的地方设置冒口,使缩孔集中于冒口中,或者把浇冒口开设在最后凝固的地方直接补缩,即或获得完好的焊接平台铸件。
机床滑台防止缩孔和缩松产生的方法,主要应从合金性质、铸型条件、铸型工艺、铸件结构等方面考虑。
(1)合金性质 在铸件使用条件允许的情况下,尽量选取结晶温度范围窄的合金。对于亚共晶灰铁铁和球墨铸铁,碳量增加,石墨化膨胀增大,有利于减小或消除缩孔和缩松。
(2)铸型条件 铸型钢度的大小将影响http://www.btjxjt.com/jcht/26.html灰铁铁,特别是球墨铸铁凝固过程中型壁迁移 的大小。铸型钢度因造型紧实度及铸型种类不同而异,应根据铸铁件的要求及实际生产情况,合理地选择铸型种类,在可能的情况下,增加铸型的刚度,改善铸型散热条件。
(3)铸造工艺 合理的铸造工艺可以有效地防止缩孔和缩松产生。
(4)铸件结构 合理地改进铸件的结构,力求壁厚均匀,减小热节,或使铸件壁厚变化有利于顺序凝固。
更多关于机床滑台信息请登录http://www.btjxjt.com/jcht.html
泊头市三鼎机械有限公司http://www.btjxjt.com/主导产品有:1、平直量具系列:机床滑台、机械滑台、龙门刨、龙门铣、断面铣床、龙门光机、机床光机、平板、平台、检验平板、划线平板、测量平板、刮研平板、压砂平板、研磨平板、焊接平板、三坐标平板、铸铁平板、铸铁平台、平台、检验平台、划线平台、测量平台、铆焊平台、焊接平台、装配平台、基础平台、地基平台、试验平台、三坐标平台、火工平台、电机试验平台、机床工作台、垫箱、地轨、动力机械振动试验平台、平尺、方箱、弯板、偏摆仪、V型铁、斜铁等量具系列;材质:HT200-300;精度:0-3级;硬度:HB160-210;规格:4000*8000mm以下各种规格,大于此规格可以接。 泊头市三鼎机械机有限公司是国内大型铸铁、铜合金、铝合金铸造基地,用高科技装备的研发中心保证了为客户设计、制造、安装、调试一条龙服务。目前工厂年产各种铸铁件5000多吨,工厂自2003年成立以来,先后为国内外冶金、机械、机床、电力、电子、造船、汽车、航空航天、矿山等行业的18000多家企业和公司提供了近百万套合格的产品和周到的售后服务。我公司有大中型机加工设备几十套,有20多年铲刮经验的铲刮技术工人170多人,可加工、铲刮整体规格4米×8米的工作平台以及以下规格的各种型号的铸铁平板、平台。
泊头市三鼎机械有限公司加工车间主要生产设备有:4000*12000mm龙门铣床一台,前苏联产3500*9000mm龙门刨床一台,济南二机床产2700*8000mm龙门刨床一台,济南二机床产2500*13000mm龙门刨床一台,1500*4000mm龙门刨床一台,济南二机床产2000*6000mm龙门刨床一台,日本产1500*4000mm龙门铣床一台,五面龙门铣床一台,沈阳中捷产Z50钻床两台,Z80钻床两台,6000*4000mm端面铣床两台,振动时效机两台。铸造车间有5吨冲天炉两座,10吨冲天炉两座,在线铁水分析仪一台,可以铸造最大铸铁件80吨/单件。