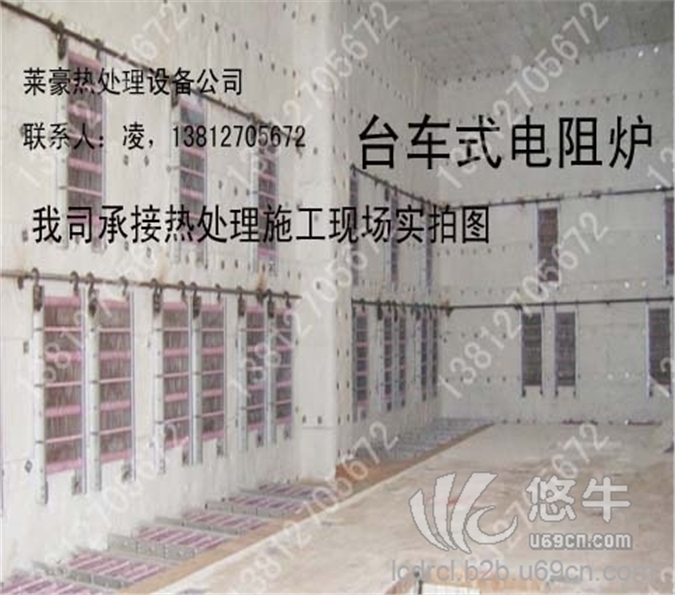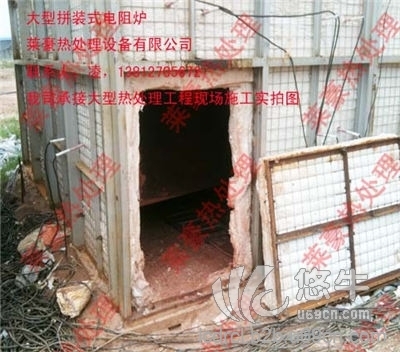

在钢结构的实践中,我们经常碰到一些关键部件为大型焊接件,由于它们在工作状态下环境恶劣、反复承受较大的冲击载荷,所以要求在焊接之后,必须减少甚至消 除焊接应力,避免在使用过程中出现裂纹,而焊后热处理方法是减少和消除焊接应力的最有效途径,钢结构制作中最常用的焊后热处理方法就是去应力退火。但是, 普通的热处理炉如箱式电阻炉无法容纳大尺寸焊接构件,简易拼装式电阻炉成为首选。下面,我们以某工程的盾构中心部分作为实例,剖析拼装式电阻炉在大型焊接 件退火中的应用。
某盾构中心部分的总体尺寸:8345mm*8390mm*1690mm,数量:1件,重量:71.1吨,材 料:Q345B。要求焊接完毕后进行去应力退火,退火工艺为保温温度580°±20°,保温时间t=最大钢板厚度tmax(mm)*2min/mm,加热 速度为250°C以上为50°C/小时,冷却速度为50°C/小时,冷却至250°C出炉空冷。
2 去应力退火作用和技术要求
2.1 去应力退火作用
消除焊缝中氢气,提高焊接接头的抗裂性和韧性。可稳定焊缝及热影响区的碳化物,提高接头的高温持久强度。稳定焊接构件的形状,消除焊件在使用过程中的畸变。
2.2 技术要求
热处理工艺曲线如下:
3 热处理质量的评定验收
本次热处理工程质量评定验收包括:
3.1 热处理工艺曲线
制订热处理工艺曲线,采用连续式记录仪自动记录(250℃以下不记录), 并按相应的技术要求评定验收。
3.2 热处理后工件的变形
每一工件在热处理前须检查尺寸公差, 检查结果应符合图纸要求并做好记录。经去应力退火后再出炉检查,做好记录, 热处理后的变形量应以满足技术要求为原则。