
丝杆加工使用跟刀架、
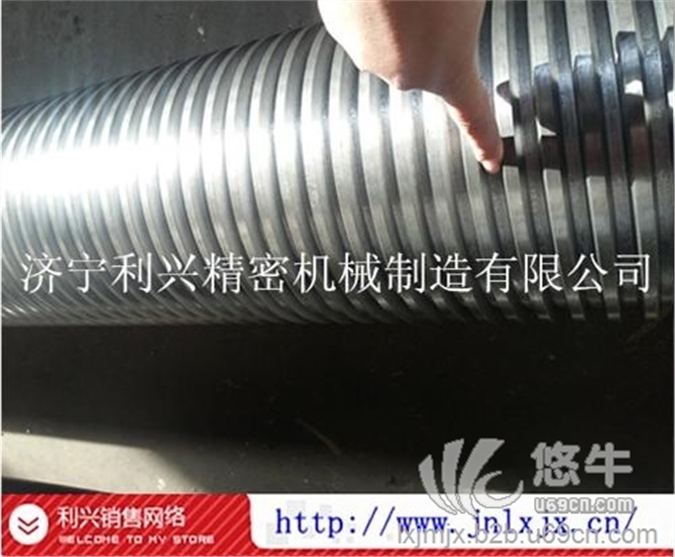
1.在车床上加工细长丝杆时,一来容易产生振动,不利于切削;二来不易保证 零件的质量精度。解决这个丝杆加工难题的方法大致有两方面:其一是在切削时改善刀具的 切削角度,选合理的切削用量;其二是增设辅具,即装上跟刀架,用以消除振动, 以保证零件的质量和精度。车速也可以相应提高,进给量也可以增大,振动小,车 出的零件弯曲度小,提高了生产率,同时也提高了零件的加工精度。用中心架能提 高工件车削过程中的剐性,但由于工件分两段车削,因此工件中间有接刀痕迹。车 床对于不允许有接刀的工件,应采用跟刀架的方法。车床丝杆跟刀架固定在床鞍上,和 车刀一起作纵向运动。 在 加工零件的丝杆 Φ55X6 时,因为工件长 度过长,须采用跟刀架 来避免在加工时工件 发生弯曲和振动,达到 所需的加工求要。跟车床刀架有两爪和三爪之分。车床采用两爪跟刀架时,车刀给 工件的切削抗力使工件紧贴在跟刀架的两个支撑上。车床但实际使用时,工件本身 有一个向下的重力,会使工件自然弯曲,因此,车削时工件往往因离心力瞬时离开 支撑 细长丝杠与轴的加工方











普通丝杠螺纹也称连接丝杠螺纹,按照计量单位的不同可分为米制丝杠螺纹和公制丝杠螺纹和英制丝杠螺纹,3种。按照丝杠螺纹大小可分为粗牙丝杠和细牙丝杠,按照线数的多少可分为单线丝杠螺纹和多线丝杠螺纹,按照丝杠螺纹的结合形式及用途的不同,将普通丝杠螺纹分为三类:紧固丝杠螺纹,紧密丝杠螺纹,传动丝杠螺纹等。






梯形丝杠产品很容易结合具体的应用来进行调整,以达到预期性能,同时将成本控制在最限
在某些情况下,需要在设计阶段进行寿命测试,不过对于原始设备制造商来说,在前期进行此类的额外工作,有助于降低产品成本
11 1)梯形丝杠螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。螺纹外径比公称直径小0.1p。
丝杠螺纹外径D=公称直径—0.1p
2) 梯形丝杠退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。
3) 梯形丝杠倒角:车螺纹前在螺纹的起始部位和终端应有倒角,且倒角的小端直径く螺纹底径。
4) 梯形丝杠牙深高度(切削深度):h1=0.6p
















