
丝杆材料一般标准45#钢,40cr,为了延长丝杆副使用寿命用户可采用Xylan 1010涂层或合金元催化表面处理,使丝杆副运动阻力扭矩更小,使用寿命更长。其它材料和表面处理也可以按用户需要进行订制。济宁利兴精密机械制造有限公司也可以根据用户的需要长度进行后续轴端加工。
加工丝杠时,理论上是以中心孔为主要基面,外圆为辅助基面。实际上,在加工螺纹时,外圆本身的圆柱度和圆度,跟刀套与丝杠的配合精度,跟刀套与两优秀连线的同轴度都成为影响螺纹加工精度的因素。因此工艺过程应为:在热处理启先加.R一几外圆。再加工螺纹,以加工后的外圆定位。这样,终磨时外圆精度要求也相应地提高。










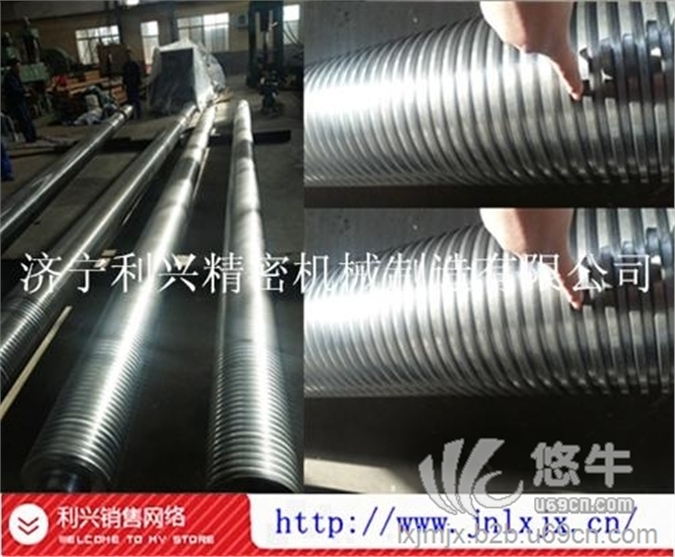
对于梯形丝杠而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)
建议对梯型丝杠采用油润滑,特别是油池润滑或滴油润滑法更有效。油池润滑是最适当的方法,因为这种方法可以满足苛刻的条件,例如高速、重负荷或外部热传递,并且使梯型丝杠冷却。滴油润滑适合于中低速度和中轻负荷的情况。请根据表2中显示的条件选择润滑油。







校直一般分冷校和热校两种,视工艺要求和坯料情况而定。1.热校。通常在两种情况下采用热校直。一是在热处理后进行(丝杠一般进行调质处理),以消除粗加工和热处理中所产生的弯曲变形。其方法是在工作件热处理后,当工作件冷却到一定程度时,检查工件变形大小,如超过图样技术要求,需进行校直,一般在手压床上进行,校到工艺要求以内。这样校直,工件不易回弹,保证工作精加工之后的质量。另一种热校方法是在半精加工后进行,其方法是将半精加工后的工件校直后,在一定温度的油池内浸泡,使工件校直过程中的应力得到消除,工件内部组织稳定,精加工之后不易再变回去(恢复到校直前的状态),使工件精加工后的精度得以长期保持。此方法一般用于精度要求较高的丝杠。


















