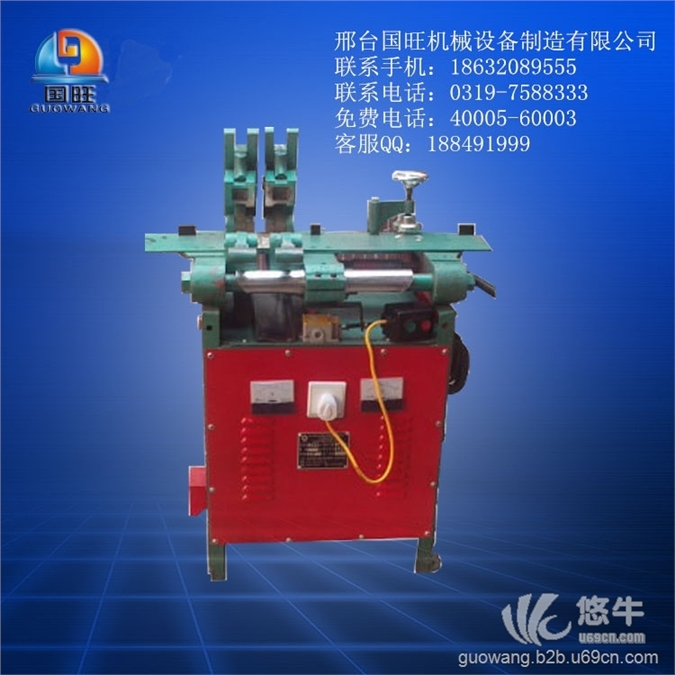

HX125系列锯条自动闪光对焊机
本焊机为气动自动加压进给式锯条对焊机,在焊接锯条时不需任何焊剂、焊料。焊接时间短,用电省、通电几秒钟便可将锯条牢固焊接在一起,其成本低,质量远远高于传统银焊和氧焊。
一、技术数据
项目 |
单位 |
HX125 |
初级电压 |
伏 |
380 |
额定容量 |
千伏安 |
125 |
额定输入电流 |
安 |
125 |
初级空载电流 |
安 |
<20 |
次级空载电流 |
伏 |
307-7.04 |
次级调节级数 |
无级 |
0-10V |
暂载率 |
% |
30 |
锯条宽度 |
毫米 |
20-150 |
锯条厚度 |
毫米 |
0.6-1.65 |
电级最大行程 |
毫米 |
60 |
焊机重量 |
千克 |
500 |
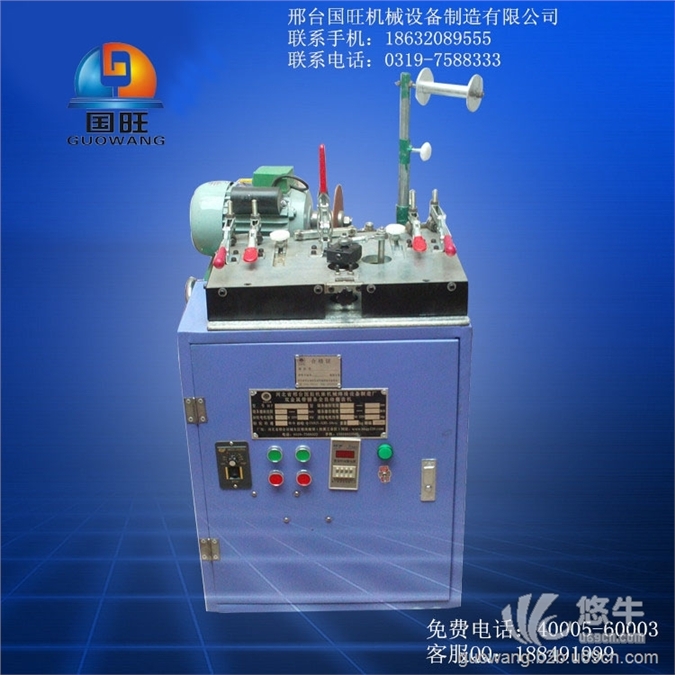
二、结构概述
本焊机主要包括焊接变压器、固定活动电级、送料机构及控制元件、无极电压调节装置。
1、左右电级与紫铜排组成的次级线圈相链接。
2、焊接变压器用优质硅钢片双层玻璃,包线、紫铜排制成;
3、送料机构、包括调速电机、和气动顶压、调节螺母行程、及锯条夹紧装置;
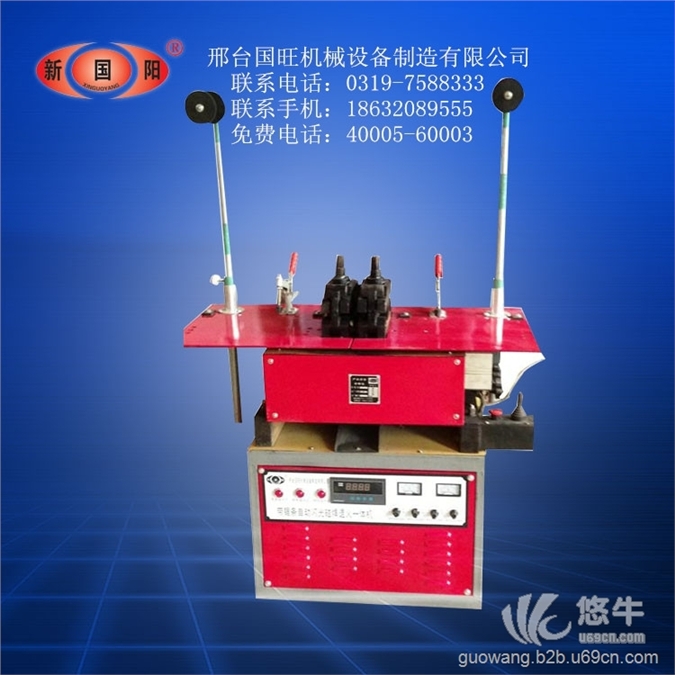
4、开关控制、启动按钮、纵向扳手、焊接电流旋钮、回火电流旋钮、自动运行快慢旋钮、手动运行快慢旋钮,分为共六个旋钮。
5、调节变压器电源之用。电压调节装置,电源电压为380伏时,根据锯条宽度合
理选择级数以取得最佳电压。
调节级数表
三、使用方法
1、检查电源导线其截面不得小于102毫米、电源电压不能低于380伏。机体应可靠接地。进线闸刀150安,进线电表>150A三相电度表;
2、按下开关、将控制按钮焊接电流调制适当电流0-10V,校准靠尺与电极为902两电极铜块距离调至3毫米左右,行程开关断电时电机距离应有3-5毫米,清除机台上杂物,保证铜块清洁。
3、次级电压调节与选择。
由于锯条截面积宽大小不一,必须合理选择次级电压0-10V任意调整,以取得最佳焊接效果。
电压选择
锯条小于100毫米5.7-7.3、大于 毫米 7.3-10V
(1)焊接电压调节旋钮
此电压调节旋钮是由大到小可以任意调节,根据锯条的大小不一要适当选择合理的电压和断电、行程、焊接锯条只需要搬吧往前推动为自动焊接即可。
(2)锯条焊接完后手动松开锯条压脚往右扳动即可退会、选择合适的空间、在吧锯条压紧、进行退火向里搬动扳手是温度到达350度左右来回几次即可。
四、焊接前应将旧锯条齿路整平,除锈,两锯条必须油锯条断面绝对保证干净,将锯条置于两电极夹紧。(必须两边留有10左右的毫米焊接余量)。
六、焊好的锯条因焊接部位硬度增大,塑性下降必须进行回火处理,方法是清除,极板及锯条上的杂物,两电级调至15毫米左右距离、极板上垫上宽20毫米适应长度的纸片,锯条接头置于中间重新夹紧、并将退火电流调制4V左右、向里扳动多功能扳把多次、使其退火部位温度达350℃左右(阴红色)退火即告结束。