
梯形丝杠(带螺纹)就是丝杆螺纹是梯形螺纹的丝杠,分公英制两种.梯形丝杠具有传动效率高,定位准确等特点.而且承载力大,并具有自锁功能. 梯形螺纹一般用于传动,往往有较高质量要求。在车削完毕后还要进行热处理,然后上专用磨床上去磨。还有一个办法就是铣。有专用的梯形丝杠铣床可以加工。在普通立式数控铣床上,如果配上数控分度头和专用刀具,用上第四轴控制功能也可以铣出来,同理卧式铣床也可以做。不过铣出来还是得继续热处理加磨。不淬火不耐磨,不磨表面质量不高。机床丝杠根据用途及使用要求分为7个等级,即3级,4级,5级,6级,7级,8级,9级,3级精度最准确, 依次逐渐减低.8级精度以上丝杠所配螺母精度允许比丝杠低一个精度等级. 3级,4级,5级,6级精度的丝杠检测螺旋线轴向误差, 7级,8级,9级精度的丝杠检测螺距误差和螺距累积误差.
梯形丝杠编号方式:
Tr40×06L1000-8 其中,Tr为梯形丝杠;40为公称直径;06为螺距;L为螺纹旋向,左旋为“L”,右旋为“R”;1000为丝杠长度,单位是mm;8为精度等级。公司拥有1M、3M、3M、6M、10M、13m/等各种规格的精密丝杠专用车床,产品精加工在恒温条件下进行,能生产标准、特殊齿形等类型丝杠,完全具备专业生产水平.欢迎来图来样加工。








济宁利兴精密机械制造有限公司为您提供供应梯形丝杠/高品质梯形丝杠/高精密丝杠。
梯形丝杠是有一步一步的切削制造而成,
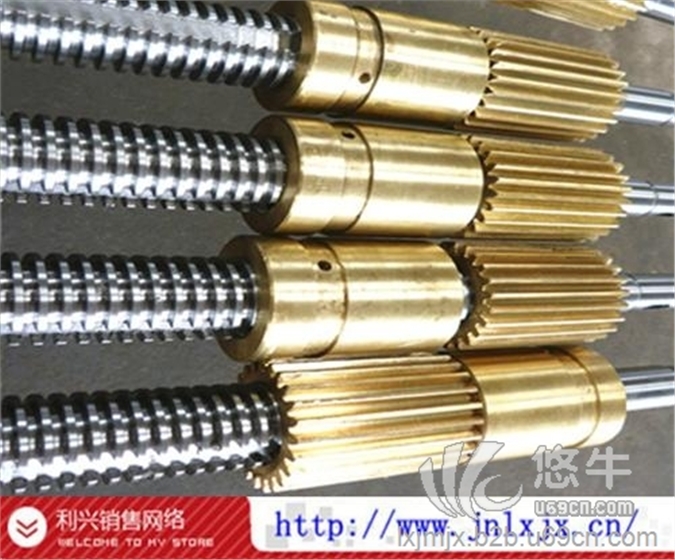
梯形丝杠杆
梯形丝杆是一种具有 45° 导程角的不易于加工的滑动进给丝杠。其大导程角最适合于在低转速下实现快速往复进给
对于梯形丝杠而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)。






GB/T8124-2004《梯形螺纹量规技术条件》规定了牙型角为30.,公称直径为8~300mm,螺距为1.5~44mm的梯形螺纹量规的术语定义,分类、符号、牙型及公差等内容,适用于检验GB/T5796-1986规定的单线梯形螺纹。梯形螺纹量规是具有标准梯形螺纹牙型,能反映被检内、外梯形螺纹边界条件的测量器具。按使用性能分为工作螺纹量规和校对螺纹量规。操作者在制造工件螺纹过程中采用的螺纹量规称为工作螺纹量规。在制造工作螺纹环规或检验使用中的工作螺纹环规是否已磨损所用的螺纹量规称为校对螺纹量规。













