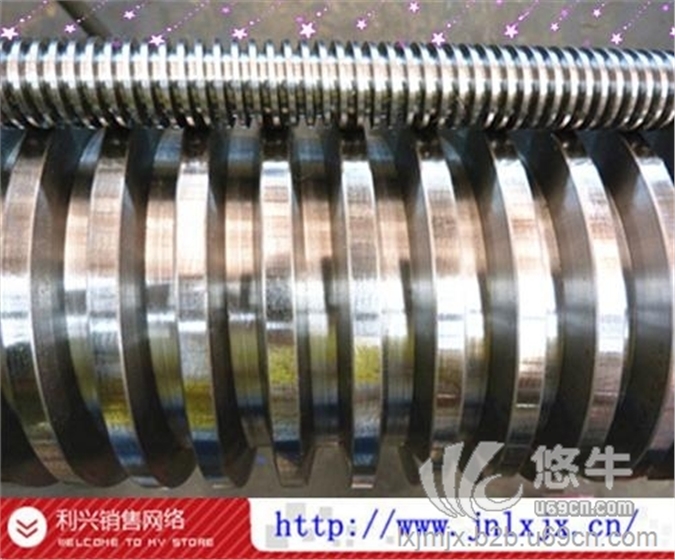

丝杆的用处很广泛,各种机床丝杆,木工机械丝杆,接木机丝杆,卧式车床丝杆等等等,丝杆也属车床中的一种,与普通车床的区别在于母丝杠直径较大,并置于床身两导轨之间,而不是在床身的前面。为了提高加工精度,机床带有螺距误差校正装置,主要用于车削精密丝杠。工件螺距误差每300毫米一般不超过7微米。丝杠传动用来加工各形螺纹,光杠传动用来加工各种外圆,内孔,端面,台阶等。














对于大丝杠粗牙普通螺纹,不标注螺距,如M16,表示为粗牙普通螺纹,螺距可以通过查阅标准获得。细牙螺纹必须标注螺距,如M16X1.25表示为细牙普通螺纹,螺距为1.25。
大丝杠公差代号按照:中径顶径的顺序标注,表示螺纹连接时的松紧程度,用数字字母表示,数字代表精度等级,数字越小、精度越高,制造越难。字母代表尺寸与标准尺寸偏离的程度。一般外螺纹(杆)要比内螺纹(孔)要小一些。外螺纹用小写字母表示,只有e、f、g、h四个字母,离h越近,间隙越小。内螺纹用大写表示,只有G, H两。个字母。如果中径和顶径的公差代号相同,标一个就可以了。
旋合长度分为短、中、长三种,代号分别用S、N、L表示。一般中等旋合长度不用标注。 右旋螺纹不标注旋向,左旋标注 LH。
大型丝杠螺纹的末端
为了便于装配和防止螺纹起始圈损坏,常在螺纹的起始处加工成一定的形式,如倒角、倒圆等,丝杠螺纹的收尾和退刀槽
车削螺纹时,刀具接近螺纹末尾处要逐渐离开工件,因此,螺纹收尾部分的牙型是不完整的,螺纹的这一段牙型不完整的收尾部分称为螺尾,。为了避免产生螺尾,可以预先在螺纹末尾处加工出退刀槽,然后再车削螺纹




















