
梯形丝杠切削机床可按不同的分类方法划分为多种类型。
按加工方式或加工对象可分为车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、花键加工机床、铣床、刨床、插床、拉床、特种加工机床、锯床和刻线机等。每类中又按其结构或加工对象分为若干组,每组中又分为若干型。
按工件大小和机床重量可分为仪表机床、中小型机床、大型机床、重型机床和超重型机床;按加工精度可分为普通精度机床、精密机床和高精度机床;按自动化程度可分为手动操作机床、半自动机床和自动机床;按机床的自动控制方式,可分为仿形机床、程序控制机床、数字控制机床、适应控制机床、加工中心和柔性制造系统;按机床的适用范围,又可分为通用、专门化和专用机床。
专用机床中有一种以标准的通用部件为基础,配以少量按工件特定形状或加工工艺设计的专用部件组成的自动或半自动机床,称为组合机床。
对一种或几种零件的加工,按工序先后安排一系列机床,并配以自动上下料装置和机床与机床间的工件自动传递装置,这样组成的一列机床群称为切削加工自动生产线。柔性制造系统是由一组数字控制机床和其他自动化工艺装备组成的,用电子计算机控制,可自动地加工有不同工序的工件,能适应多品种生产。








1】根据毛坯选择原理,使用毛坯直径尺寸为φ45mm即可,但考虑到要安排毛坯调质处理,所以用较大的毛坯直径为φ47mm,以防调质时毛坯弯曲而车不出。
2】在工序2加工时,若毛坯弯曲严重,应送热处理车间校直后在进行消除内应力处理,不允许自行校直,因校直后如果未将内力消除,在车削后弯曲人会复原,以至造成废品。
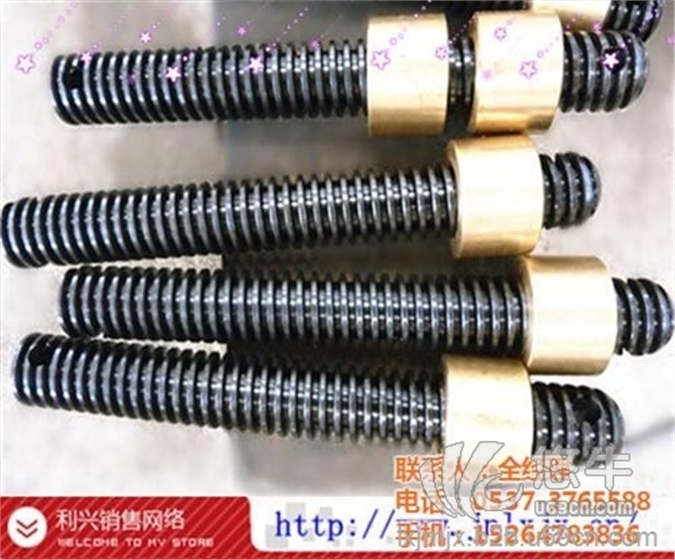
3】丝杠比较细长,属于长轴类零件,并有多处轴经直径小于φ40,处仅为φ32mm,故刚***差,在车削过程中工件级易产生弯曲和震动,不易得到要求的加工精度和表面粗糙度,工件还往往因圆柱度超查或多变形门卫防止弯曲变形及达到表面粗糙度要求,所以工艺安排主要外圆及螺纹大经进行磨削加工。
4】由于键槽对外圆有对称度要求,所以在铣削前安排粗磨工序。
5】丝杠精度要求不高,可在卧式车床上车削梯形丝杠螺纹。











丝杠螺母差动传动机构原理及结构 一般机床工作台的直线进给运动采用丝杠、螺
母副传动来实现。工作台进给的直线运动速度取决于丝杠与螺母之间的相对转动速
度。设固定在工作台上的丝杠每分钟转1000转,用轴承固定在床身上的螺母2每分钟转
1001转,它们各自转速都很高,但相对转速差每分钟只有1转。若螺距为10mm,则每分
钟工作台就获得 10 mm的直线运动。由此能得到工作台低速进给。这就是丝杠螺母
差动传动。就是专用铣床工作台的丝杠螺母差动传动实用结构图。丝杠1安装在工作
台上,螺母7装在传动箱公体上,传动箱固定在床身上。固定齿轮13与滑动齿轮11齿数
相同,齿轮13装在主动轴14上,并用平键2联接,随主动轴一起转动。滑动齿轮11镶有铜
套12,可在轴14上转动和滑动。齿轮13、14端面都有牙嵌式牙齿。位置是工作台慢速
进给位置。此时齿轮11与齿轮13右端面上的牙相结合,使两齿轮联接成一体与主动轴
14一起同轴转动。丝杠齿轮4与螺母齿轮6相差一齿。丝杠齿轮4用滑键5和滑键套3及
丝杠联接在一起同轴转动。丝杠和滑键套锥无相对转动,但可沿丝杠上的滑键槽相对滑
移
北京市网友 03-09 12:33 用Win10电脑在谷歌浏览器上访问了本页
广东省网友 01-13 05:36 用安卓手机在谷歌浏览器上访问了本页
德国网友 2024-12-28 20:56 用Win10电脑在谷歌浏览器上访问了本页



 在线问
在线问







