
梯形丝杠螺纹有30度梯形丝杠螺纹和29度梯形丝杠螺纹,可依次加工成规定角度。30度梯形螺纹用的螺距表示,29度梯形螺纹按照1in多少牙数来表示。
要加工梯形丝杠螺纹,先加工矩形时,要尽量做到只加工到8分的尺寸。矩形丝杠螺纹一次的进给量只能在0.05~0.1mm左右。但是沟槽较深,所以会花费很多的时间。而加工牙侧时,进给量为0.05mm,就会有30度的角度。
读出的刻度=0.05mm*cot15度
=0.05mm*3.732≈0.2mm
会产生原来的4倍的切屑量。也就是说,同样的切屑,由于螺纹升角,运动中的切削刃长度会变长,切屑就会变薄。






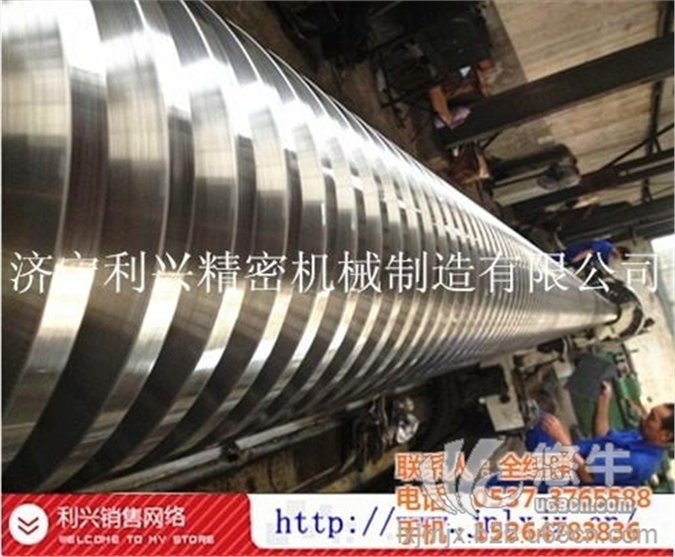
山东大型丝杠螺纹的精度要求
大型丝杠切削螺纹工件的质量好坏,取决于大型丝杠的精度、大型丝杠与开合螺母的啮合质量以及开合螺母的稳定性。
由于整个丝杠都暴露在外,防尘条件较差,容易发生磨料磨损,导致丝杠各段螺距不等的现象产生。同时,溜板箱下沉,促使大型丝杠弯曲,丝杠回转产生振动。
一般修理丝杠-螺母副的方法是修大型丝杠、配螺母。丝杠的修理工艺如下:
1.校直大型丝杠 校直丝杠的弯曲变形时,要尽量消除内应力;常用压力校直法及敲击法,但在修车螺纹及使用过程中容易再次变形,因此在可能的情况下可增加低温时效处理工序。
2.精修大型丝杠外径 必须确保丝杠外径在全长上尺寸的一致,因为在修车螺纹及总装校表时都是以丝杠外径为基准进行的。
3.精车大型丝杠螺纹 在修理前,要检查丝杠的螺距误差和螺纹距累积误差,根据大的修理余量,确定丝杠能否修复,以免精车到

 杠末尾部分时出现螺纹齿厚减弱过度、影响丝杠强度。
杠末尾部分时出现螺纹齿厚减弱过度、影响丝杠强度。
大型梯形的螺纹要求
牙型角α=30°
螺距P 由螺纹标准确定
牙顶间隙ac P=1.5~5 ac=0.25;P=6~12 ac=0.5;P=14~44 ac=1
外螺纹
大径d 公称直径
中径d2=d-0.5P
小径d1=d-2h3
牙高h3=0.5P+ac
内螺纹
大径D4=d+2ac
中径D2=d2
小径D1=d-P
牙高H4=h3
牙顶宽f=0.366P
牙槽底宽w=0.366P-0.563ac
螺纹升角ψ tgψ=P/πd2
美国网友 06-30 16:36 用Win10电脑在谷歌浏览器上访问了本页
美国 华盛顿Cogent通信公司网友 03-20 03:04 用安卓手机在谷歌浏览器上访问了本页
![]()
 在线问
在线问







