
济宁利兴精密机械制造有限公司建成于2006年3月27日,座落于孔孟之乡-----济宁,东仰“三孔”,北瞻泰山,西靠水泊梁山,南临风景秀丽的微山湖;京沪、兖石铁路、京福、日东高速在这里交汇,交通发达,资源丰富,为发展经济,开展业务创造了得天独厚的条件,公司取得3项国家专利,通过ISO9000,IS9001验证,并在该领域享有很高的声誉,公司一直以“有德有才破格重用,有德无才培养使用,有才无德限制录用,无德无才坚决不用”用人准则,配合现代化经营管理理念,以培养出一批有技师学历的技术人员。
公司专业生产、加工大型精密丝杠及轴类产品,公司主导产品有:≤30米的大型精密梯形丝杠,THK,DFU,DFI,SFV,SFS系列滚珠丝杠,光杠,光轴,丝杆,开关杠,花键轴,精密主轴,直线轴,驱动轴,立柱,拉杆,轧辊,蜗杆。各种材质的螺母可与丝杠互配,承接各种大型精密异型丝杠,大螺距非标丝杠,异型细长轴等。













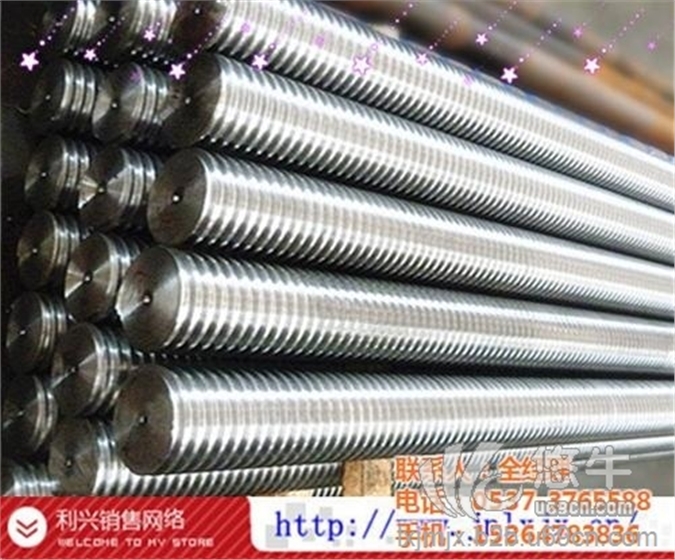
丝杠一步就是要找到合适的杠坯,不然是无法加工的.那么如何筛选高质量的钢坯就尤为重要了!下面我给大家介绍下如何筛选优质的杠坯做原料。
世面上常见的丝杠杠坯有两种.一种是工厂加工截段的钢铁,还有一种就是有着细微螺纹拔出来的.有的人会说,那有螺纹的肯定要比浑圆的好了,其不然螺纹的是由一些杂铁冷轧到一起的,质量明显不如圆铁质量好.
所以在挑选优质杠坯的时候建议建议大家全部选用大厂生产的圆铁,而不是一次充好冷轧带罗纹的杠坯,利兴丝杠厂生产的丝杠全部用优质杠坯为原料加工生产,请广大客户放心使用!







梯形茸纹车削方法
①直进法螺距小于3mm梯形螺纹粗车、精车使用一把车刀,直接切进。机床配件螺纹车刀刀尖及左右两个侧刃都参加切削,逐刀切削螺纹至尺寸。切削时应手扶大拖板手轮,使大拖扳手轮不至于窜动,否则会影响螺纹精度。使用高速钢车刀应加足够冷却液,防止刀具过旱磨损。
②左右车削法车削大螺距梯形螺纹必须要分粗加工、精加工。粗加工担负整个切削量的95%,精车只占5%。因此,要求粗加工为精加工创造方便。当工件螺距确定之后,主轴旋转,大拖板在丝杠带动下,沿需要的螺线行进,粗车刀应轻接触工件表面,先车出一条螺纹螺旋线。操作者一步应检查螺旋线的距离是否是螺纹的螺距,然后再根据螺纹齿顶宽再车一条线。这样做的目的是在左右车削时车刀只车沟槽部分,车到顶的界限就停止。切削时,1刀靠近一面螺纹齿顶线吃刀2mm。在车刀空程返回时,小拖板向左赶刀2mm。机床配件当车至左面界线时,小拖板向右摇1mm,中拖板二次进刀切人工件2mm。这样每切进2mm,向左赶一次刀,或向右赶一次刀,这样螺旋槽在切槽左右赶刀反复切削中完成了。当接近精车尺寸时,应将螺纹两侧面靠光,这样做可减少精车负担。
















