
山东大型丝杠螺纹的精度要求
大型丝杠切削螺纹工件的质量好坏,取决于大型丝杠的精度、大型丝杠与开合螺母的啮合质量以及开合螺母的稳定性。
由于整个丝杠都暴露在外,防尘条件较差,容易发生磨料磨损,导致丝杠各段螺距不等的现象产生。同时,溜板箱下沉,促使大型丝杠弯曲,丝杠回转产生振动。
一般修理丝杠-螺母副的方法是修大型丝杠、配螺母。丝杠的修理工艺如下:
1.校直大型丝杠 校直丝杠的弯曲变形时,要尽量消除内应力;常用压力校直法及敲击法,但在修车螺纹及使用过程中容易再次变形,因此在可能的情况下可增加低温时效处理工序。
2.精修大型丝杠外径 必须确保丝杠外径在全长上尺寸的一致,因为在修车螺纹及总装校表时都是以丝杠外径为基准进行的。
3.精车大型丝杠螺纹 在修理前,要检查丝杠的螺距误差和螺纹距累积误差,根据大的修理余量,确定丝杠能否修复,以免精车到




 杠末尾部分时出现螺纹齿厚减弱过度、影响丝杠强度。
杠末尾部分时出现螺纹齿厚减弱过度、影响丝杠强度。
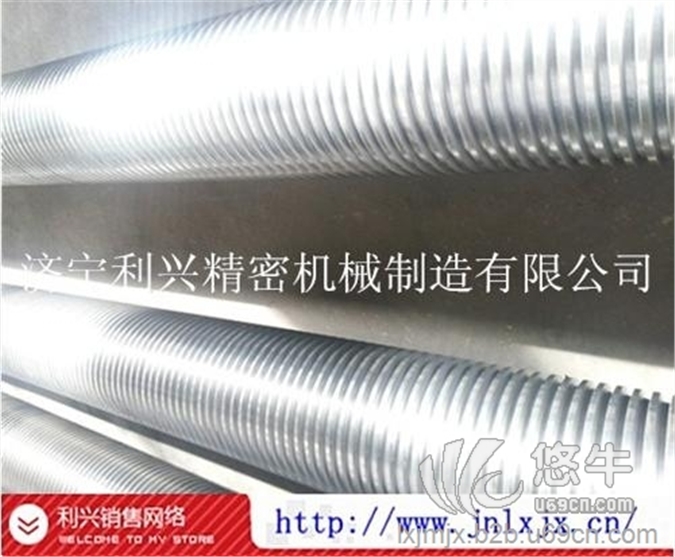
大螺距丝杠螺距越大,导程越大,,大直径丝杠的外圆配对大螺距的螺纹,这样的大型大螺距丝杠受力强,稳重型高。旋转过程中旋转数度慢,稳定性高,一般都是用在大型尺寸车床上。利兴机械专业来图加工大螺距大型梯形丝杠。
细螺距丝杠螺距越小,导程越小,比如10MM的螺距和5MM的螺距,转一圈一个移动5毫米还有个移动10MM,小螺距适合快速移动。专业定做20mm直径以上的细丝杠加工,单件定做,多件批发。具有大批量生产丝杠能力与机床设备,欢迎新老客户前来定做。






大型梯形丝杆热处理:一般丝杠:正火(45钢)或退火(40Cr),除应力处理和低温时效,调质和轴颈、方头高频淬火与回火精密不淬硬丝杠:
除应力处理低温时效,球化退火,调质球化,如遇原始组织不良等,还需先经900℃(T10、T10A)-950℃(T12、T12A)正火处理后再球化退火,济宁利兴或直接调质球化精密淬硬大型丝杠:
退火或高温正火后退火,除应力处理,淬火和低温时效
专业生产异型丝杠,非标丝杠,大螺距丝杠,大型精密丝杠,利兴丝杠最专业,高质量,低价格,短工期欢迎新老客户前来定制,來图加工。












