
梯形丝杠螺纹有30度梯形丝杠螺纹和29度梯形丝杠螺纹,可依次加工成规定角度。30度梯形螺纹用的螺距表示,29度梯形螺纹按照1in多少牙数来表示。
要加工梯形丝杠螺纹,先加工矩形时,要尽量做到只加工到8分的尺寸。矩形丝杠螺纹一次的进给量只能在0.05~0.1mm左右。但是沟槽较深,所以会花费很多的时间。而加工牙侧时,进给量为0.05mm,就会有30度的角度。
读出的刻度=0.05mm*cot15度
=0.05mm*3.732≈0.2mm
会产生原来的4倍的切屑量。也就是说,同样的切屑,由于螺纹升角,运动中的切削刃长度会变长,切屑就会变薄。






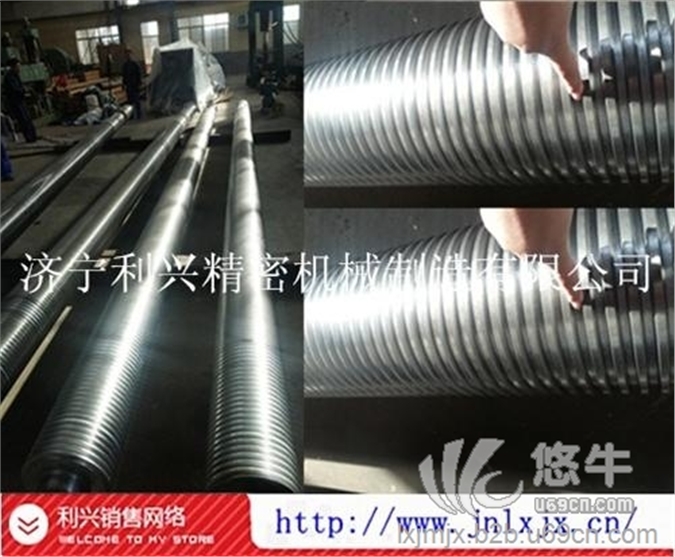
大型梯形丝杆的主要加工流程(1)大型梯形丝杆的主要损坏形式,一般丝杠(≤7级精度)为弯曲及磨损;≥6级精度丝杠为磨损及精度丧失或螺距尺寸变化(2)大型梯形丝杆材料应具有足够的力学性能,济宁利兴优良的加工性能,不易产生磨裂,能得到低的表面粗糙度和低的加工残余内应力,丝杆热处理后具有较高硬度,最少淬火变形和残余奥氏体常用于不要求整体热处理至高硬度的材料,有45、45#调质,40Mn、40Cr、T10、T10A、T12A、T12等.淬硬丝杠材料,有GCr15、9Mn2V、CrWMn、GCr15、SiMn、38CrMOAlA等(3)大型梯形丝杆热处理:一般丝杠:正火(45钢)或退火(40Cr),除应力处理和低温时效,调质和轴颈、方头高频淬火与回火精密不淬硬丝杠: 除应力处理低温时效,球化退火,调质球化,如遇原始组织不良等,还需先经900℃(T10、T10A)-950℃(T12、T12A)正火处理后再球化退火,济宁利兴或直接调质球化精密淬硬大型丝杠: 退火或高温正火后退火,除应力处理,淬火和低温时效

在溜板结构中,横向进给丝杠(即中滑板丝杠)磨损较严重。以致引起车床在承受进给切削力时,出现刀架窜动、定位不准、操纵手柄的空行程大等缺陷,影响工件的加工精度和表面粗糙度。大修时应更换新的丝杠和螺母。
在没有新丝杠备件时,也可对原丝杠进行修复。修理原则是修车削丝杠的螺纹部分,配螺母,修轴颈,换(镶)铜套。修理前,先检查丝杠的螺距误差和螺距累积误差,确定修整余量,以免车到丝杠尾部时出现螺纹乱牙现象。丝杠轴颈磨损后,经修磨在法兰盘中镶一铜套与它配合。
装配丝杠、螺母时,垫片的厚度应以接近丝杠根部的尺寸为准,以免丝杠回转时手柄有轻重不一致的现象。
















