
丝杠车削的基本方法
车台阶外圆车削的步骤和方法
相邻两圆柱体直径差值小于2mm的低台阶可采用90?偏刀一次进给车出。直径差大于2mm的高台阶宜用两把车刀分几次车削,先用一把主偏角小于90?的车刀粗车,用几次进给来完成。台阶长度的控制,一般用车刀刻线痕来确定。具体有三种方法:一种是用刀尖对准台阶端面时,记住该处大拖板的刻度值(或将刻度调到“0”,再转动大拖板手柄将车刀移到所需长度处,开车用车刀划线痕。另外两种方法是用钢尺或深度卡尺量出待车台阶长度,再将车刀尖移至该处,撤走钢尺或深度卡尺,开车用刀尖划痕。对于批量生产的长度控制可以用样板或行程挡块来控制。











对于梯形丝杠而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)
建议对梯型丝杠采用油润滑,特别是油池润滑或滴油润滑法更有效。油池润滑是最适当的方法,因为这种方法可以满足苛刻的条件,例如高速、重负荷或外部热传递,并且使梯型丝杠冷却。滴油润滑适合于中低速度和中轻负荷的情况。请根据表2中显示的条件选择润滑油。









丝杆加工使用跟刀架、
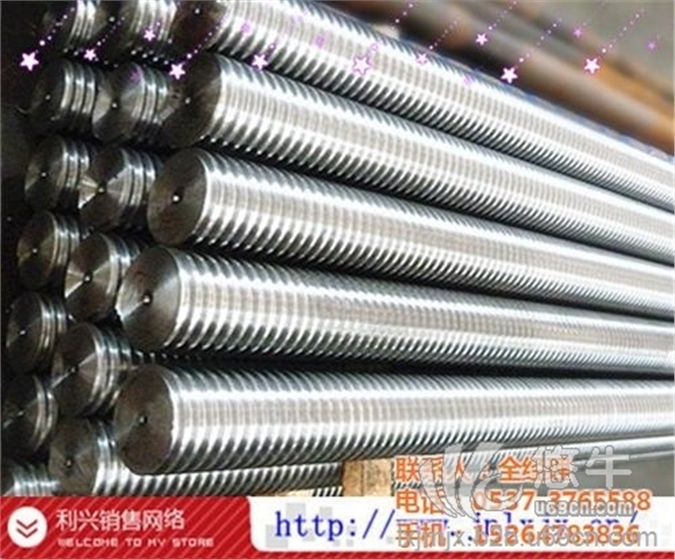
1.在车床上加工细长丝杆时,一来容易产生振动,不利于切削;二来不易保证 零件的质量精度。解决这个丝杆加工难题的方法大致有两方面:其一是在切削时改善刀具的 切削角度,选合理的切削用量;其二是增设辅具,即装上跟刀架,用以消除振动, 以保证零件的质量和精度。车速也可以相应提高,进给量也可以增大,振动小,车 出的零件弯曲度小,提高了生产率,同时也提高了零件的加工精度。用中心架能提 高工件车削过程中的剐性,但由于工件分两段车削,因此工件中间有接刀痕迹。车 床对于不允许有接刀的工件,应采用跟刀架的方法。车床丝杆跟刀架固定在床鞍上,和 车刀一起作纵向运动。 在 加工零件的丝杆 Φ55X6 时,因为工件长 度过长,须采用跟刀架 来避免在加工时工件 发生弯曲和振动,达到 所需的加工求要。跟车床刀架有两爪和三爪之分。车床采用两爪跟刀架时,车刀给 工件的切削抗力使工件紧贴在跟刀架的两个支撑上。车床但实际使用时,工件本身 有一个向下的重力,会使工件自然弯曲,因此,车削时工件往往因离心力瞬时离开 支撑 细长丝杠与轴的加工方









![]()
 在线问
在线问







