
大型梯形丝杠梯形螺纹要求精度较高,因此加工时比普通三角形螺纹复杂一些,但只要掌握车削螺纹的方法,不管多么复杂的工件,只要装夹螺纹。
②左右切削法车削螺纹时,除了用中拖板刻度控制螺纹车刀的垂直进给外,同时使用小拖板的刻度控制车刀左、右微量进给(借刀),这样重复切削几次行程,直至螺纹的牙形全部车好,这种方法叫做左右切削法。














济宁利兴精密机械制造有限公司位于山东省西南部的济宁市,北依“五岳之首”、“天下一山”之称的泰山,南临景色秀美的微山湖,处在山东“一山、一水、一圣人”旅游热线的孔子故里
本公司是一家有多年专业制造高精密丝杆的公司。引进先进的大型丝杆生产技术和设备,充分发挥专业化的生产优势,公司现拥有大型丝杠车床,数控车床,专利技术校直机,光学投影仪,大型工具显微镜,5米热处理调质炉等先进制造和检测设备。我们提供了国内梯型丝杆业界最完善的产品系列服务。最直径:360mm,长度:27000mm,螺距(导程):4-----36mm,多头高速丝杆螺距(导程):80mm以内是最能生产单头和多头及非标的国内维一厂家。产品精加工都在恒温车间进行,能确保产品的精度。根据产品不同的要求,可生产6级----10级的丝杆。 产品广泛应用于 :炮塔式铣床,龙门铣床,车床,火花机,立式车床,磨床,木工机械,印刷机械,纺织机械、包装机械及工程机械等机械领域。
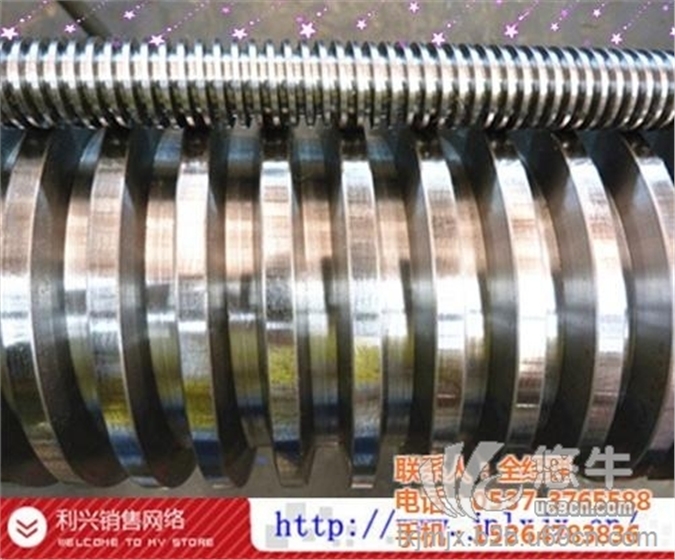
大型丝杆高速切削三角形蠼纹
①硬质合金螺纹车刀高速切削大型丝杆螺纹时,最使用硬质合金螺纹车刀。硬质合金螺纹车刀与高速钢螺纹车刀有些不同,它的径向前角;后角在加工较大的丝杆螺距 ( P>2mm)以及被加工材料硬度较高时,在车刀的两个主刀刃上磨成有4mm宽、前角为5。的倒棱。机床配件因为在高速切削时,牙形角要扩大,所以刀尖角e,应适当减少30’;另外车刀的前面和后面的表面粗糙度R。值必须很低。









