模内热切技术作为一项先进的注塑加工技术,在欧美国家早已得到了普及应用。国外许多塑胶模具厂商所生产的模具50%以上采用了模内热切技术,部分模具厂商甚至达到80%以上。
近年来模内热切技术在中国的逐渐推广,这很大程度上是由于我国人力成本的增长与产品品质的升级,在欧美国家,注塑生产已经依赖于模内热切技术。可以这样说,没有使用模内热切技术的模具很难具有行业竞争优势,这也造成了很多模具厂商对于模内热切技术意识上的转变。
什么是模内热切技术?
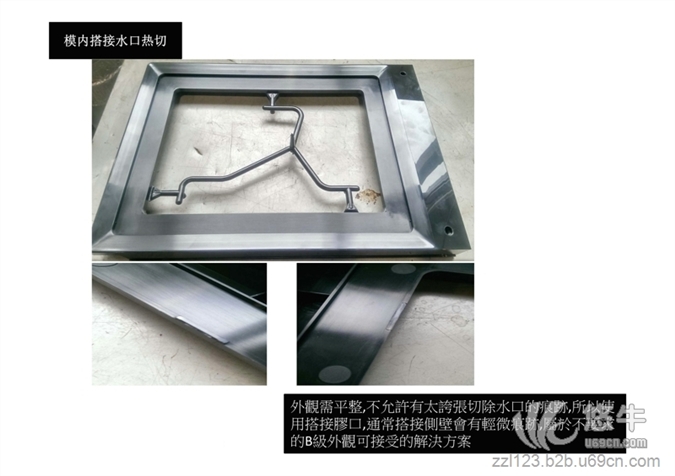
通常塑料件在注塑成型后,料头和产品通过浇口相连,工人需要对浇口进行修剪处理,劳动强度大,浇口修剪不美观。现有的解决办法是开模时从顶板上顶出切刀将浇口切断,这两种方法都是在开模后进行剪切,由于此时塑料已经冷却,剪切后的浇口面不美观,产品品质上不去,依旧需要多次人工修剪才能将浇口修剪平整,劳动强度依旧较大,增加了人工成本。
模内热切就是在塑胶模具未开模前,剪切或挤断浇口,从而在塑胶模具开模后,实现件料分离的模具注塑自动化工艺。
简要言之,模内热切就是塑胶件的料头与产品的自动分离技术。
模内热切模具的优点
模内热切模具在当今世界各工业发达国家和地区均得到极为广泛的应用。这主要因为模内热切模具拥有如下显著特点:
1. 模内浇口分离自动化,降低对人的依赖度;
传统的塑胶模具开模后产品与浇口相连,需二道工序进行人工剪切分离,模内热切模具将浇口分离提前至开模前,消除后续工序,有利于生产自动化,降低对人的依赖。
2. 降低产品人为品质影响;
在模内热切模具成型过程中,浇口分离的自动化保证浇口分离处外观一致性,其结果是品质一致的零件,而传统人工分离浇口工艺无法保证浇口分离处外观一致。因此市场上很多高品质的产品均由模内热切模具生产。
3. 降低成型周期,提高生产稳定性
模内热切成型的自动化,避免了生产过程中无用的人为动作,而产品的全自动化机械剪切保证品质一致性
,在产品大规模生产过程中较传统的模具有着不可拟比优势。
模内热切模具的缺点
尽管与传统模具相比,模内热切模具有许多显著的优点,但模具用户亦需要了解模内热切模具的缺点。概括起来有以下几点。
1. 模具成本上升
模内热切元件价格比较贵,模内热切模具成本会大幅度增加。如产品附加值较低,产品产量不高,对于模具厂商来说经济上不划算。对许多发展中国家的模具用户,模内热切系统价格贵是影响模内热切模具广泛应用的主要问题之一。
2. 模内热切模具制作工艺设备要求高
模内热切模具需要精密加工机械作保证。模内热切系统与模具的集成与配合要求极为严格,否则模具在生产过程中会出现很多严重问题。
如模具油缸安装孔平面加工粗糙密封件无法封油导致油缸无法运动,切刀与模仁的配合不好导致切刀卡死无法生产等。
3. 操作维修复杂
与模内热切模具相比,模内热切模具操作维修复杂。如使用操作不当极易损坏模内热切零件,使生产无法进行,造成巨大经济损失。对于模内热切模具的新用户,需要较长时间来积累使用经验。
模内热切系统的组成
尽管世界上有许多模内热切生产厂商和多种模内热切产品系列,但一个典型的模内热切系统均由如下几大部分组成:
1. 微型超高压油缸
2. 高速高压切刀
3. 超高压时序控制系统
4. 辅助零件
在模具设计时如何选用模内热切呢?
•要注意模具上型腔数与布局的排列。因为模具型腔数与布局的排列对模内热切超高压微型油缸在系统油路上的平衡有很大的影响。较好把型腔数选为偶数,并且规则对称排布。
•要注意模具模仁跟模仁板的厚度,因为模具里的切刀组件放置在模仁内,微型超高压油缸放置模仁板内,模仁跟模仁板太薄太厚都无法达到理想状态,太薄无法放置油缸跟切刀组件,太厚将增加模具重量,因此在将模内热切系统导入前需跟模内热切厂家沟通,便于定制模仁跟模仁板的厚度。
•较小型腔数的限制。由于模内热切零部件对较小型腔距离的限制,在设计型腔距离很近的模具时,要注意检查切刀组件距离。
•模具上的顶针 /镶件/水路的干涉。模内热切零部件的安装需在模具上开孔,因此要考虑到模内热切零部件周边无顶针/镶件/水路等干涉。
•模内热切产品的成熟性。一个新面世的模内热切产品需要较长的时间来完善,因此要选择成熟性好,比较流行和应用历史长的模内热切品牌。
•模内热切系统浇口外观控制,一套理想的模内热切系统应该选择一缸一切刀单独控制来保证浇口的热切效果。
•要考虑技术支持和售后服务。除了首先要选用可靠的模内热切系统外,用户也要考虑万一模内热切出现任何问题,能否得到及时有效的技术支持与售后服务这一重要因素。
模内热切应用主要技术关键
一个成功的模内热切模具应用项目需要多个环节予以保障。其中较重要的有三个技术因素。
1. 切刀精度的的控制
在模内热切模具应用中切刀精度的控制显得极为重要。许多生产过程中出现的产品质量问题直接源于模内热切系统切刀加工精度的控制。如开模后产品与料不分离问题,切完产品毛边严重问题,产品浇口切不干净问题等。出现此类问题只能提高切刀加工精度。
2. 模内热切切刀公差与切刀的装配工艺
在模内热切系统模具正常生产中,切刀需来回反复进行动作,因此不同塑料采取不同的装配公差与装配工艺。否则就会出现切刀卡死,切刀不能回位,塑料流入切刀与模具装配间隙,甚至切刀蹦断。对于此类问题只能找专业有经验的模内热切厂家提供专业的解决方案。
3. 模内热切厂商提供对于模内热切模具方案的精准设计
对于模具行业来说,提供一个准确的设计方案起着事半工倍的作用。模内热切供应商对于不同的产品不同的材料需提供较佳的设计方案,否则就会出现油缸力量不足,切刀切不断产品,切刀回位不顺畅等一系列问题。