
背景技术:
现在人们对产品表面要求越来越高;因此,模具研发设计方面起到了决定性因素,一套模具的好坏决定了一款产品的质量。产品进胶选择在模具设计研发方面起到至关重要作用。
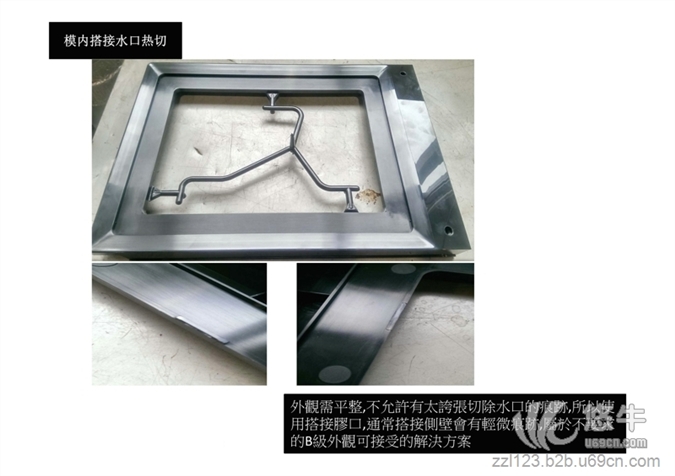
在浇制模型时形成的框架与零件的结合部位叫做水口,该部分是产品所不需要的多余部分,需要将其切除;而在现有技术的制作中是产品注塑出来后再次需要机器分离产品中的水口;由于不能一次性加工完成而需要经过多个加工环节,则会二次加工会进一步影响产品的良品率并且比较繁琐费时。
综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
针对上述的缺陷,本实用新型的目的在于提供一种模内热切模具,能够节约成本与加工时间,提高效率。
为了实现上述目的,本实用新型提供一种模内热切模具,包括有:
模具本体,其模内注塑成型加工件;
至少一模内切刀,设在所述模具本体内的所述加工件的水口处且与所述水口的边缘相契合;
驱动装置,与所述模内切刀连接以驱动所述模内切刀对所述水口切割。
根据所述的模内热切模具,所述驱动装置包括有:
***所述模具本体发送的开模信号的***模块;
根据所述开模信号控制所述模内切刀对所述水口进行切割的第一控制模块;
控制所述模内切刀复位的第二控制模块。
根据所述的模内热切模具,所述模具本体设有发送模块以发送所述开模信号到所述驱动装置的所述***模块。
根据所述的模内热切模具,所述模具本体还设有与所述发送模块连接用以发送所述开模信号的触控开关;和/或
所述发送模块与所述***模块为无线通信连接或有线通信连接。
根据所述的模内热切模具,设有至少一推动缸与所述模内切刀连接以推动所述模内切刀对所述水口的边缘进行切割。
根据所述的模内热切模具,所述驱动装置设有至少一施压导管连接至所述推动缸以对所述推动缸施加压力推动所述模内切刀。
根据所述的模内热切模具,所述推动缸设有至少一释压导管用以释放压力并复位所述模内切刀。
根据所述的模内热切模具,所述推动缸设在所述模内切刀顶紧所述水口的另一面;和/或
所述推动缸设在所述模具本体的内部。
根据所述的模内热切模具,所述驱动装置为气压驱动装置或液压驱动装置。
优选的是,所述驱动装置为模内热切液压系统。
本实用新型所述的模内热切模具包括有:模具本体,其模内注塑成型加工件;至少一模内切刀,设在所述模具本体内的所述加工件的水口处且与所述水口的边缘相契合;驱动装置,与所述模内切刀连接以驱动所述模内切刀对所述水口切割。借此,本实用新型能够节约成本与加工时间,提高效率。
附图说明
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
塑胶模具内部剪切水口
模内热切系统工作原理:
当模具开始生产,模具闭合时触碰到极限开关,极限开关传递信号给时间控制器,时间控制器计算好时间(计算好切刀与油缸何时顶出,顶出时长,何时退出)输出高压油给油缸,油缸推动切刀,顶出状态完成。当产品冷却前2S,时间控制器泄压,切刀弹簧受力于模具,将切刀与油缸退回,工作一周期完成
控制信号系统介绍:
一种弹簧开关(当开关与模具触碰时,开关接通)连接时间控制器根据设定的时间进行周期动作
什么是模内热切技术?
模内热切技术就是在塑胶模具未开模前,剪切或挤断浇口,从而在塑胶模具开模后,实现件料分离的模具注塑自动化技术。模内热切技术的应用适用于前后膜搭底浇口,侧进胶浇口,潜顶针进胶浇口,牛角进胶浇口,盘形浇口等各种形式的进胶浇口。
另外,模内热切该技术还能实现模内成形,如:注胶后开模前出孔、局部变薄变厚等,以及滑块抽芯驱动,从而简化模具结构,减小模具结构尺寸。模内热切该技术能够达到精简人力,稳定提高品质,降低整体运营成本的目标,为塑胶模具企业带来利益。