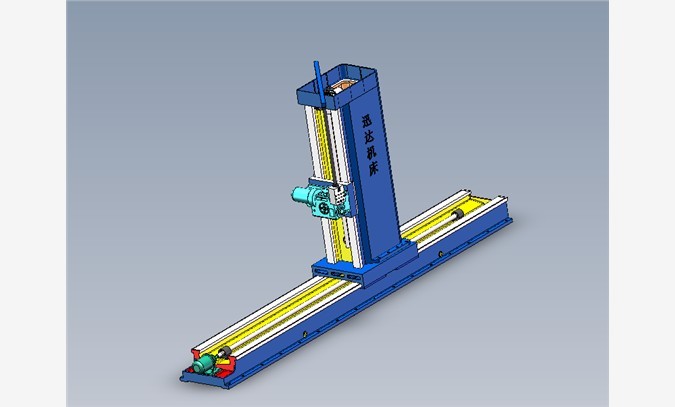

迅达机床公司所生产的:端面铣床 单面铣床,立柱式移动端面铣床 工作台移动式端面铣床,公司为了保证机床的稳定性,强度,和机床床身的平线精度,针对机床铸件进行彻底消除内应力,在生产机床铸件,设计机床结构件的期间,采用以下铸造生产工艺:
一:铸件毛坯出来以后,在地下闷火5--8天,机床铸件清砂完毕后,用大型回火窑进行回火处理时效,同时要按照严格的机床铸件回火工艺进行处理。
二:机床铸件粗加工一刀后,开始进行振动时效处理一天,在机床铸件的不同部位分别处理,然后在自然放上3天,最后在进行二次回火处理机床铸件,这一次回火时间要用7--12天时间,才能全面达到要机床铸件消除内应力的效果,出窑后在自然放置7天时间,稳定一下内在的组织改变情况,回到加工车间后,在做一次振动时效,为机床铸件做精加工打好基础,半精加工完毕后,开始进入导轨磨床精加工阶段。
三:为了保证机床铸件精加工完以后的精度,在机床导轨淬火时,同样在做一次振动时效处理,机床铸件导轨最后才是做导轨磨床精加工工序,调整好机床铸件水平后,开始按照导轨磨床加工工艺留程进行操作。
四:我公司在设计机床铸件结构时,考虑到了操作工在操作端面铣床时的习惯和吃刀量的效率,又考虑到了端面铣床不仅是用来加工机床铸件灰口铁的材质,也考虑到了是用来加工铸钢材质的工件,为此在整体机床的结构上进行加强设计,以防强力切削而产生的机床立柱颤抖的现象。