
{精}
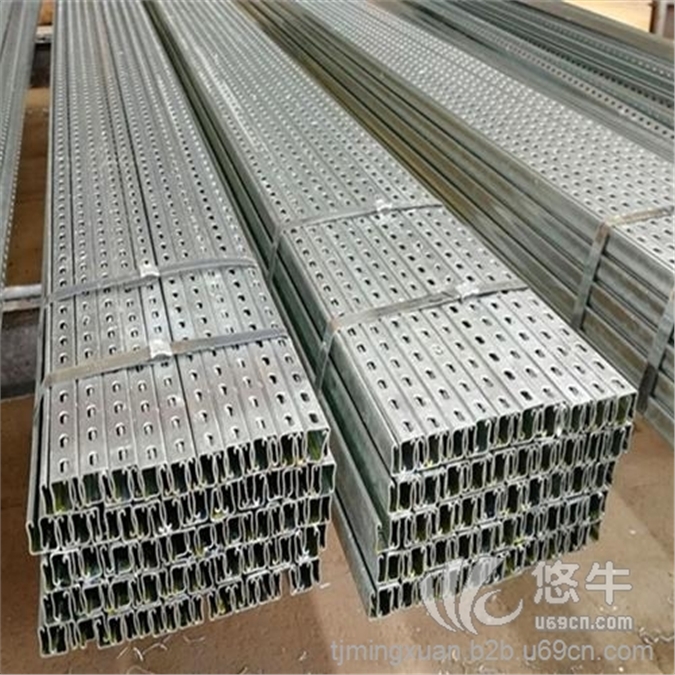
光伏支架的镀锌光伏支架采用齿盘全浸式半自动镀锌方式拨入、压下、螺旋、拔出、提升的机械原理,完成镀锌光伏支架过程。
1、工艺参数控制:锌液温度应控制在440-460℃之间;浸锌时间应控制在30-60秒之间;加铝量(锌液面含铝量0.01-0.02%)。
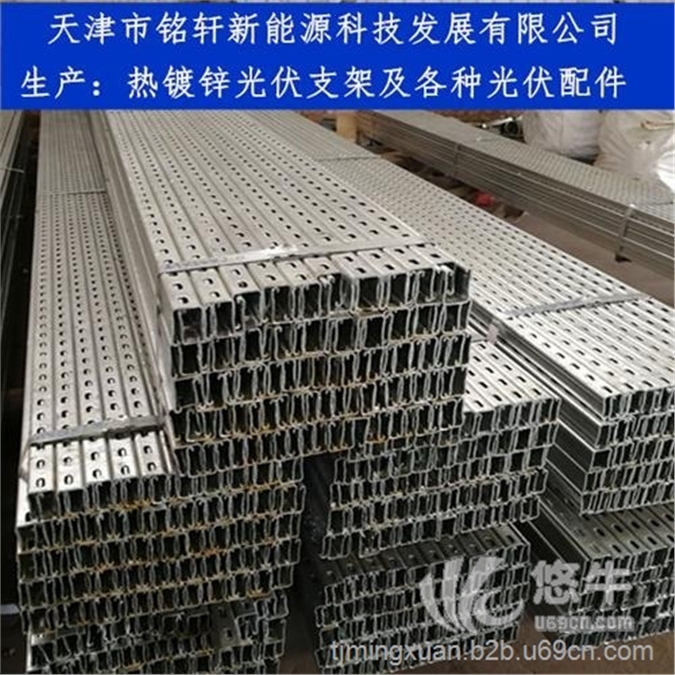
2、锌锭使用应为国标Zn0-3锌锭。
3、要经常维护控制好拔入压下螺旋、拔出提升装置的可靠性能,加强气缸的润滑,调整好镀锌管分配器的高度、角度,将设备调整到好的状态。
4、接近开关的摆放位置要准确无误;热电偶线和表要统一型号使用,否则,温度误差大,热电偶的保护套管,要经常检查更换。
5、操作台操作人员要根据炉前设备运行情况及手势指挥,手动调整速度防止卡管现象。
6、炉前工使用工具要先预热再使用,以防止溅锌伤人;经常检查有无光伏支架掉入锅内,如有要及时清出;要及时调整设备别卡管,以保障设备的安全。{长}


{精}{长}
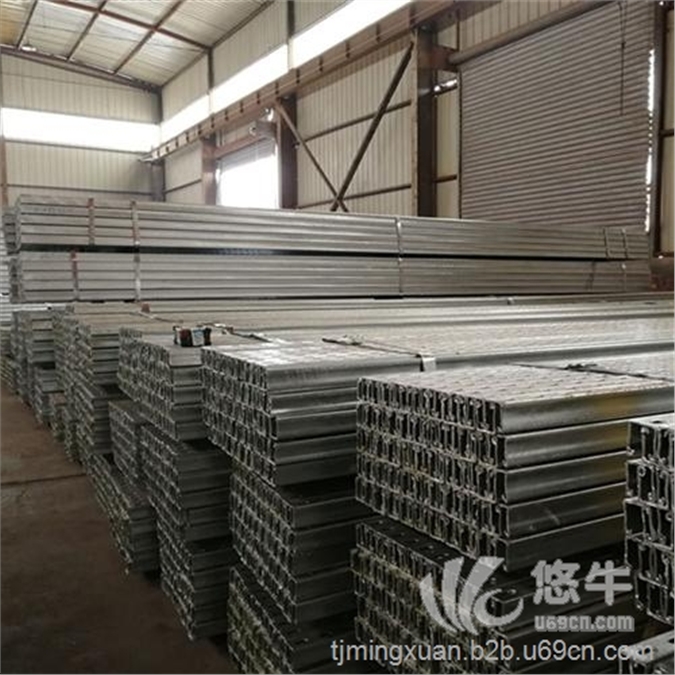
{精}◆光伏阵列支架的安装结构应该简单、结实耐用。制造安装光伏阵列支架的材料,要能够耐受风吹雨淋的侵蚀及各种腐蚀。电镀铝型材、电镀钢以及不锈钢都是理想的选择。支架的焊接制作质量要求要符合国家标准《钢结构工程施工质量验收规范》的要求。阵列支架在符合设计要求下重量尽量减轻,以便于运输和安装。
◆在光伏阵列基础与支架的施工过程中,应尽量避免对相关建筑物及附属设施的破坏,如因施工需要不得已造成局部破损,应在施工结束后及时修复。{长}

{精}{长}
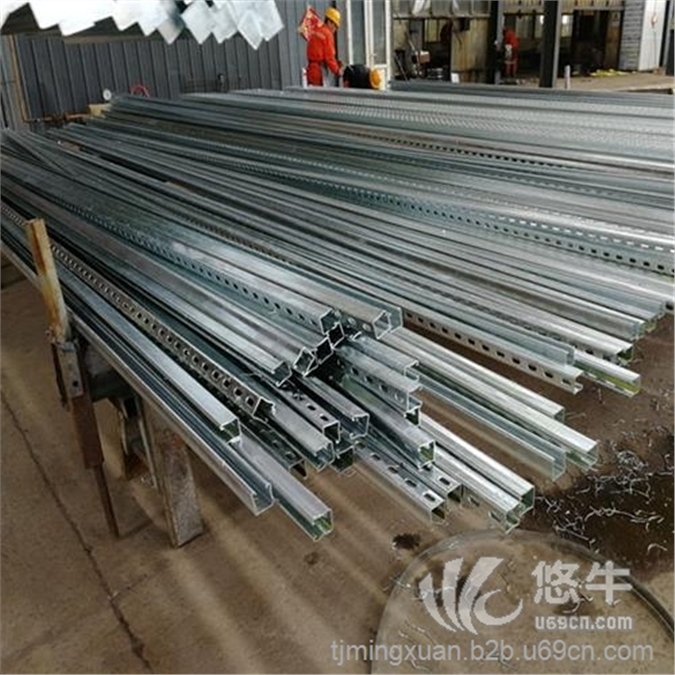
9)光伏支架的欠酸洗的主要原因:
(a)光伏支架在进料时要严格检查,要做到不合格光伏支架不投入酸洗。。
(b)光伏支架在振动时不认真操作。
(c)酸洗时间及盐酸含量不足。
10)光伏支架过酸洗的主要原因:
(a)盐酸含量过高。
(b)酸洗时间过长。
11)酸洗后检查光伏支架外表面是否光滑、有无残留氧化铁皮、有无油垢污染光伏支架表面。{长}