
套胶滚筒一般用在哪些地方
套胶滚筒是stiga管王系列中速度比较快的一款,比较硬,稍有点厚,适合快攻打法。弧圈一般,弧线低平但不贼,旋转一般。由于底板稍厚,造成手感不是特别扎实,控制上不如一般的五夹板稳定。


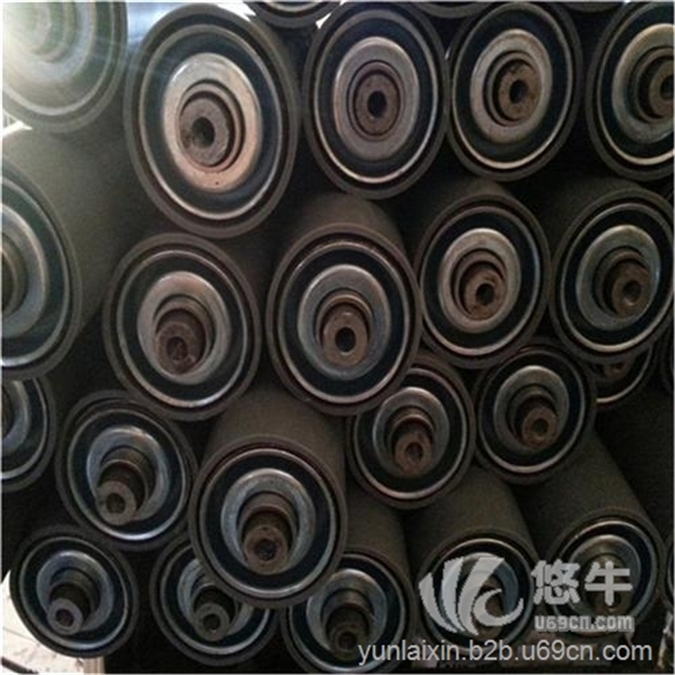
筒材料:碳钢筒直径:φ25,φ38,φ50,φ57,φ60(mm) 筒长度:100-3000(mm) 表面处理:包胶加工定制:是类型:无动力滚筒型号:50*600适用范围:流水线,输送机设备,玻璃机械,包装机械壁厚:1.0-2.0(mm) 属性:属性值轴直径:φ8,φ12,φ15,φ20(mm) 特点:1、筒体采用无动力镀锌滚筒,表面进行套胶,美观耐用,双重防护, 2、轴承可配套:冲压轴承,机械轴承,黄色塑胶轴承,黑色塑胶轴承, 3、可根据客户的需求或实际情况采用不同材质、不同特性的胶管, 4、胶管与滚筒紧密贴合,不发生相对滑动。 适用范围:玻璃机械,包装机械,输送机
胶辊的硬度是越高越好还是越低越好?
胶辊的硬度是越高越好还是越低越好不能单纯界定。 在一定的范围内,胶辊硬度与成纱条干均匀度呈正线性相关:所用胶辊硬度高,成线条干CV值高;胶辊的硬度低,成纱条干CV值低而质量好。但并非硬度越低就越好,否则适得其反。生产实验证明:若丁腈胶辊的邵尔A硬度低于50度时,其成纱质量显著恶化。 胶辊硬度与成纱的单纱强力(即断裂强度)呈负线性相关:所用胶辊的硬度高,其单纱强力低;而胶辊的硬度低,则单纱弹力高;特别是在单强CV值(即单纱强力变异系数)方面,高弹性低硬度胶辊具有明显的优势;因此,在丁腈胶辊的应用技术中,必需注意硬度的选择,应视纺部各工序的特点与不同要求,不同的纺纱原料与不同的品种,以及所纺纱线的档次高低来合理进行选定,绝不可千篇一律以不变应万变。 纺部各工序和纺各类不同品种纱时,对丁腈胶辊硬度的选择建议如下。 a)精梳工序:精梳纱具有“光泽好、条干好、结杂少、强力高”的特性,是高级且舒适面料的材料,其产品附加值较高。 1)精梳机:分离胶辊应选择邵尔A硬度为65度以内(确保精梳棉网清晰光泽),牵伸胶辊应选择硬度为78度~80度。 2)精梳条卷机:牵伸胶辊硬度为75度~80度。 b)并条工序:以确保正常生产为主,也要重视生条和熟条质量水平;牵伸胶辊硬度为78度~80度,建议采用包胶硫化;不论是平车、揩车或临时换胶辊时,均要调节同只牵伸胶辊两端加压柱的压力并确保一致。 c)粗纱工序:确保粗纱内在质量,要求卷绕紧密,成形良好,排列整齐,粗纱的层次分明而光洁。牵伸胶辊硬度在邵尔A硬度75度内,不能超过硬度80度。 d)细纱工序:主攻细纱的全面质量水平提高,大力降低各类纱疵;纺纯棉细号纱时,选择硬度为58度~63度为宜;纺粘胶和纯棉中号纱时,选择硬度为65度~70度为宜;纺纯棉粗号纱和纯化纤与其它合成纤维品种时,选择硬度为78度~82度的胶辊为宜;纺涤棉正常配比混纺品种时,选择硬度为75度的胶辊;麻纺、毛纺、丝绢纺品种,胶辊硬度应选择在硬度为82度~84度的较好。 e)集聚纺设备用胶辊直径和硬度的选择:输出胶辊直径为40 mm,硬度为70度;前上胶辊直径为29 mm,硬度为63度。

胶辊属于哪个行业
胶辊属于机械配件的一种。那么,制造胶辊的厂就属于机械配件厂。广义来说,就是机械制造业。
械设备有限公司是一家集生产、经销批发的经营企业。专业生产镀锌滚筒、不锈钢滚筒、输送线、PVC滚筒、链轮滚筒、滑雪场滚筒、空芯轴滚筒、压槽滚筒、输送机头尾滚筒、胶辊、生产线(长度及其它按客户要求定做)等产品。










