
各种管道安装焊接前的坡口工作,采用德国进口电机和轴承,质量稳定,出活快。操作方便
坡口机 外卡安装 自动进刀 保定华沃工厂批发价,适宜Φ27~Φ76mm管道坡口。本产品体积小、重量轻,易操作,自动进给特别适于施工现场工作。可方便地进行水冷壁排管坡口。
坡口机为铝塑箱式包装箱,体积小,重量轻、携带方便,采用进口电工作效率高,质量稳定,可定制刀具,可加工不同角度和不同形状的坡口。
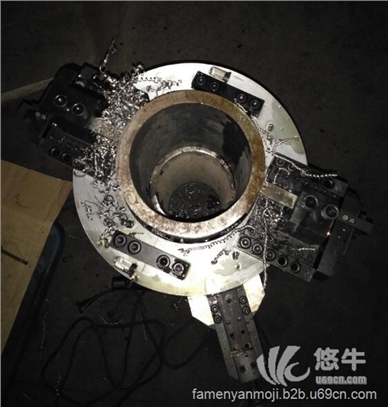
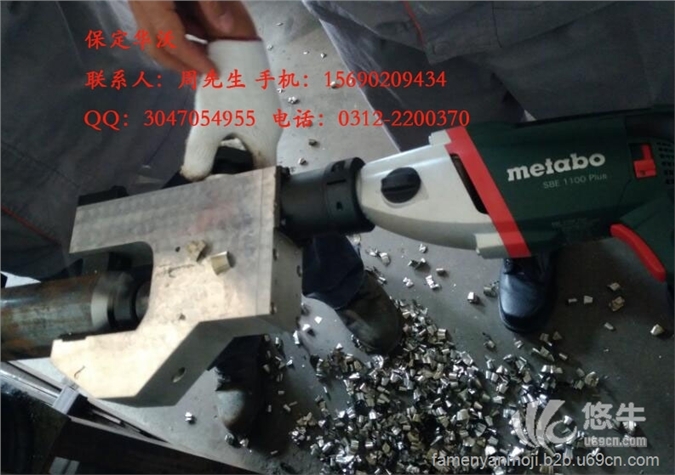
本产品采用外夹紧装置,对各规格的管子外径配有弧面定位块。这些定位块定位准确,拆装方便。活动夹头为V型块,夹持可靠,适于各种尺寸。进给采用自动方式,不仅降低了工人劳动强度,而且使加工过程更加平稳。刀头采用优质硬质合金,可轻松地加工优质合金管。动力采用原装德国麦太保电机,品质优越。
本产品特点:安全可靠,工作效率高,可大幅度降低工人劳动强度,并提高坡口质量。
外卡便携式管道坡口机 主要技术参数
输入功率:1100W
输入转速:0~900rpm、0~2800rpm
电源参数:220V/5.0A、50~60Hz
操作重量:8Kg
安装尺寸:宽68mm、高270mm
产品箱式包装箱,体积小,重量轻、携带方便,采用进口电工作效率高,质量稳定,可定制刀具,可加工不同角度和不同形状的坡口。
坡口机 华沃电力适用管径27-76mm外卡式便携管道坡口机
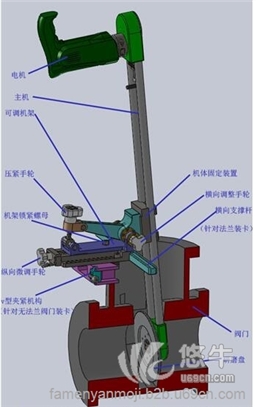
1、把电机装卡在主机上,保证装卡牢固,确认机械调速档在“1”档位置,电子调速档在“G”档位置。
2、选择与所加工管子外径对应的静钳口并安装就位。
3、选择所需角度的刀具,并注意刀刃长度与管子壁厚相匹配,将
其轻夹在刀盘上。
4、以静钳口的弧半径为参考,调整刀具刃部位置。一般使刀刃最外缘在半径方向上超出1-2mm为宜。将锁紧螺钉拧紧,并确定已将刀具安装牢固。
5、将机子安装在被加工的管子上,使管子端部高点距刀刃相应位置最少1mm,以免启动后刀具突然进入切削状态而引发事故。就位后用扳手使动钳口夹紧管子,并确定管子装夹牢固。
6、点动电机开关,确定刀具在旋转过程中与其它部位无妨碍。在任何转动操作中,严禁身体任何部位进入刀具旋转所触及的区域。
7、将进给推拉钮拉出,使刀具退至距静钳口上面最远极限位置。
8、以上除步骤6外,请不要插电源插座。
9、插上电源,开机,将进刀推拉钮推入即可进行坡口加工,此时操作者应注意进刀位置,防止主轴伸出过多与钳口相撞。坡口完成,将进给推拉扭拉出使刀具退至距静钳口上面最远极限位置。
10、切削时可能会有铁屑飞出,要求操作者戴护目镜。有时铁屑会在切削区有所积存,此时严禁伸手去清除,必要时可停机清理。
11、一次装夹不能完成一整个坡口加工时,可重复5~9的操作第二次或多次切削。
12、工作结束后,请将刀具拆下,将静钳口拆下,将机体清理干
净,需加油处加油,装箱保管以利维护。
13、在切削过程中使用切削液,可不同程度地改善切削加工性,
可降低切削力(最多可达40%以上),提高刀具寿命,提高生产力,延长坡口机寿命。
我们推荐在切削过程中使用的切削液有:乳化液、极压乳化液、极压切削油。其中乳化液用于一般材质加工;极压乳化液用于一些难切削材料的加工;极压切削油用于不锈钢及合金钢的加工。加工高强度钢、高温合金等材料时,应选用极压切削油或极压乳化液。
硬质合金刀片使用切削液必须连续、充分地浇注,不宜断续浇注,以免处于高温的硬质合金刀片再突然遇到切削液时产生巨大的内应力而出现裂纹。
坡口机配置德国进口电机,轴承全采用进口品牌,产品经得起考验。
保定市华沃电力设备厂
联系人:周先生
手机:15175397871 电话0312-2200370
QQ:3047054955