
在切削液使用过程中 由于混入细切屑、磨屑、砂轮末和灰尘等杂质.严重影响工件表面粗糙度.降低刀具和砂轮的使用寿命.并使机床和循环泵的磨损加快。此外 由于机床漏油.使润滑油落入水基切削液中 使乳化液产生浮油.合成液中的表面活性剂与润滑油作用而转变为乳化液,改变了水基切削液的质量,导致冷却性能下降并缩短了使用周期。

(1)除去混人的金属。在有混入金属的整批材料 和筛子的上边。利用这种磁铁,从工艺流水线中收集混中为改变等级需从流水线中除去铁杂质。混入的金属 入的铁磁性物质。
(2)篦条筛磁铁。篦条筛磁铁由磁性可能来自外部的钉子、钢夹和原材料;来自管线、槽、 管排列组成,当篦条筛放在自由流动材料中.能很有效料架、螺母螺栓的磨损或连续腐蚀的锈、切屑和细铁: 地除去铁杂质。磁性管的直径通常为lin(in=25.4mm1.来自维护和修理过程中被疏忽引入的垫圈,除去这些 安装成中 G2in的矩形排,当材料通过的时候,篦条筛磁铁作为筛网起作用并且收集铁杂质。
(3)磁性收集器。磁性收集器在许多化学、食品、纸浆(张)研磨和再循环
流水线中使用。稀土永磁收集器可以除去细的铁杂质,
例如吸引铁粉以及混合金属,如钉子、螺栓及金属丝,在这一方面是非常有效的。为了收集细小的铁杂质,可以降到更微小的尺寸颗粒范围,可以通过在磁管上装配筛套,在筛网表面产生极高的磁性梯度,高梯度区域在捕获细小铁杂质及克服中速流动时是十分有效的。

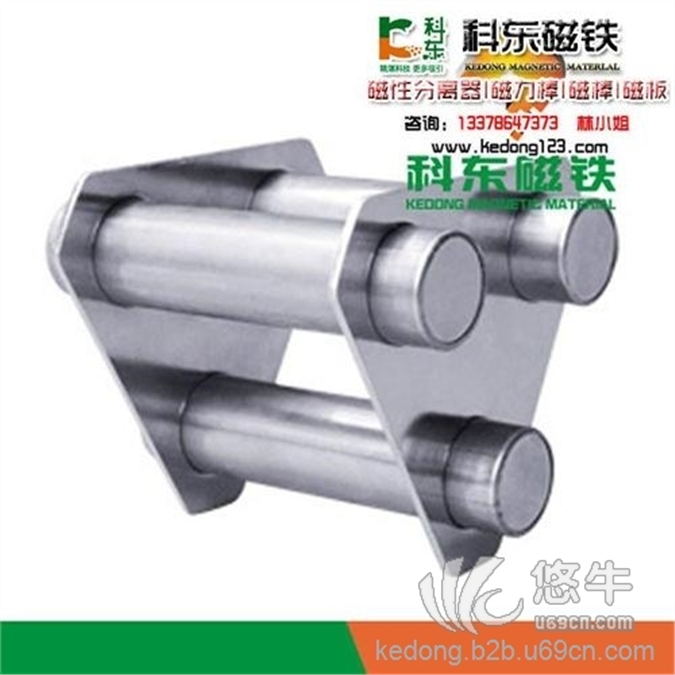
磁辊结构
磁辊是磁性分离器的核心部件,磁辊的吸附能力取决于以下三方面因素:即磁感应强度、磁路布局、吸附面积。磁感应强度越大,对切削液中的吸磁杂质的吸附效果越好,另外,同等磁感应强度下,磁路布局合理,磁辊的吸附能力将显著提高,同样长度的磁辊作成梳齿状,吸附面积将大大增加。
通过仪器可非常直观地检测出磁辊表面的磁感应强度,它是一个比较明显的指标。这就象通常看到的,一块磁铁可以吸起一些杂质,随着磁铁体积的增大,磁力增强,能够吸起的杂质就越多是个道理。
众所周知,磁力线是一个闭合回路,即从 N 极到 s极 ,磁力线的回路,才是磁场工作的地方,所以,磁路在磁辊上的分布就是一个至关重要的问题。