
磁性分离器在冷却润处理技术
切屑、冷却润滑液处理技术及其设备.是随着切削加工机床的发展而发展的。但是 长期以来重主机、轻配套的状况使得切屑、冷却润滑液处理技术及其设备发展迟缓、水平低下。从 20世纪 80年代开始.重主机轻配套的状况引起了机床工具行业的注意 尤其是湿式加工的应用.促使切屑、冷却润滑液处理技术及其设备在此后的 20多年里得到长足的进步。切屑、冷却润滑液处理设备包括切屑的收集、输送、处理设备;冷却润滑液的供给、回收、净化处理等设备。

佛山科东磁铁有限公司经过多年的理论研究和实践经验积累,将传统的磁性分离技术转化为系列成熟产品,并通过定型分类、改进技术、完善工艺将磁性分离产品分为三类:铁氧体压辊型 (KFCT I型 )、铁氧体梳齿型 (KFCT I型 )、钕铁硼梳齿型 (KFCT III型 )。其中每一类型又可根据流量细分为十几种小型号,各具特点及良好的性价比,可满足不同工况的需求。

工作原理
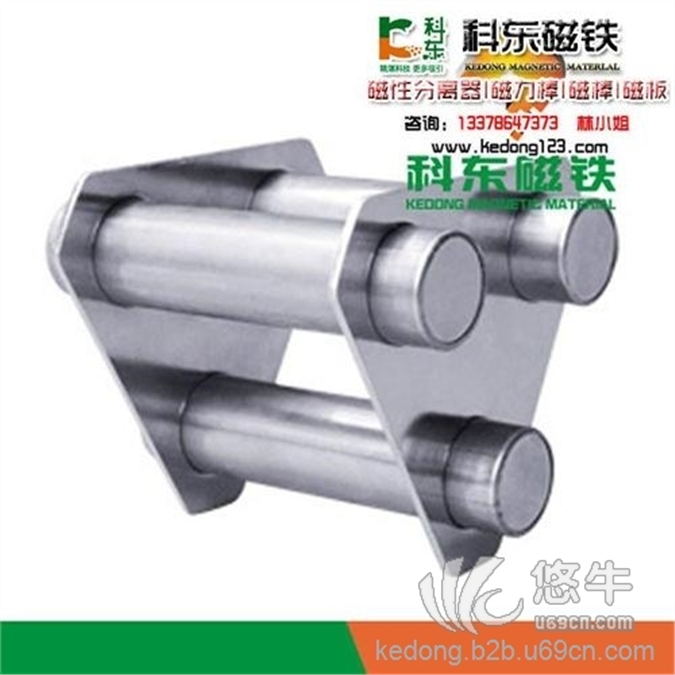
吸附在磁辊上的磨屑,应该能够被刮屑板顺利地刮下,脱离磁辊进人集渣箱。
(1)橡胶压辊硬度弹性调整适中,可将磨屑中夹杂的切削液充分挤压出去,使磨屑干燥,在刮板处容易脱离吸附区,否则会因磨屑的糨糊状,对磁辊的吸附,对刮屑板的黏附而不容易脱落。
(2)在刮屑板处,磁辊表面的磁感应强度应保持恒定或逐渐减弱。由于有些磁性分离器的磁辊是用磁块拼装而成的,磁力线主要集中在磁块的边缘上,随着磁辊的旋转,刮屑板处的磁感应强度周期性地时强时弱,使即将脱落的磨屑在刮屑板处前后蠕动跳跃,极大地削弱了分离效果。