
咱们睿至锋机械,根据客户产品设计成型机,运用了不同的成型功、成型力和成型力矩,辊式冷弯成型工艺的成型功与多种因素有关,其中最主要的有带坯厚度、带坯拉伸强度、成型道次、传动系统的传动效率,以及成型辊与成型材料之间的摩擦等。

我们利用简单模型计算的理想成型功仅占实际辊弯所消耗功的10%,其余部分用于克服辊带间的接触摩擦和传动阻力。
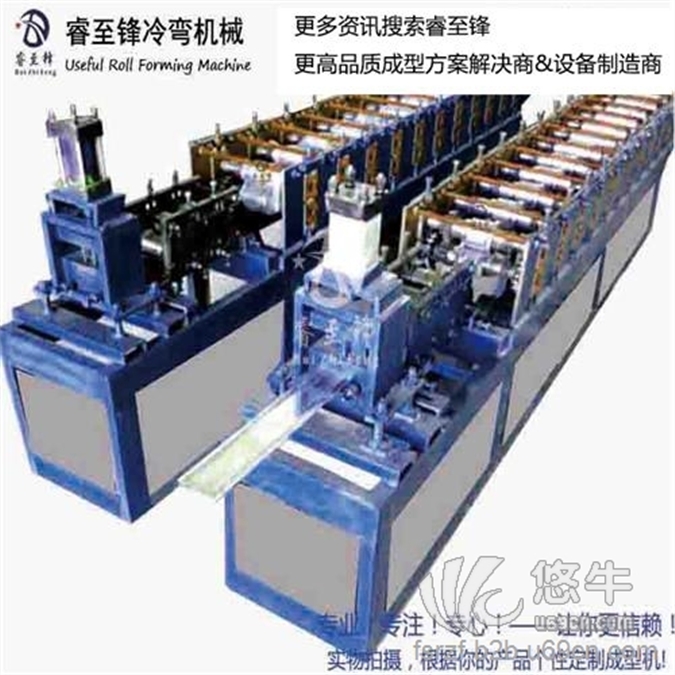
睿至锋辊式冷弯成型工艺的特点
辊式冷弯成型工艺同冲压成型工艺比较 辊式冷弯成型工艺和冲压成型工艺的不同
点如下。

辊式冷弯成型过程中坯料 (板带)连续运行,而冲压成型时坯料 (板带)固定不动。
辊式冷弯成型过程中,成型辊旋转,其上各点的线速度不同,而冲压成型时成型工具 (阴阳模)作直线运动,其上各点的线速度相同。
辊式冷弯成型过程中坯料的长度无限制,而冲压成型过程中坯料长度受到冲模长度
的限制。
睿至锋冷弯成型机,为金属型材个性定制成型,由于设计的标准化、模块化,使得加工生产和安装变成技术含量较低的熟练工人的简单重复劳动,产品质量容易控制。客户只需要产品的规格要求即可定做。

金属型材使得建筑施工被简化,进一步降低了建造成本。金属型材施工对环境不产生污染,所以说睿至锋冷弯成型机是绿色施工、金属型材成型的重要工具。









