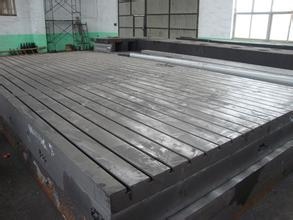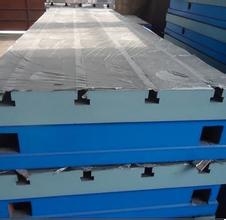

1、铸铁T型平板作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、 涂漆牢固,各税边应修钝
2、在铸铁T型平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位 置时应考虑尽量减少因吊装而引起的变形。
3、铸铁T型平板应经稳定性处理和去磁(人工退火600度-700度和两次震动时效)。
4.精度参数(1.表中公式中:d----焊接平台工作面对角线长度mm2.
距铸铁T型平板工作面边缘0.02a(最大为20mm)范围内平面度公差不计,且任意一点都不得高于焊接平台工作面)。
1级 10 12 12 12 12 14 14 16 16 16 18 20 20 24 26 28 32
2级 20 24 24 24 24 28 28 28 32 32 32 36 39 40 48 52 56 64 70 74 88 79
3级 50 60 60 60 60 70 70 70 80 80 80 90 96 100 120 130 140 152 174 184 219 186 237 255 292 308
网址: www.gyzzlj.com