目前很多铸造件(或是冲压件)一面为A3钢另外一面为A3钢包一层黄铜的工件,冲压后一般加工余量控制在单面0.05MM到0.20MM之间。然后用双端面研磨盘去研磨粗加工去掉余量后再精磨抛光成成品。
国内很多加工单位目前采用的研磨加工方式多为铸铁盘上面配碳化硅微粉磨料加水或者加磨削油润滑冷却来加工。这样在磨加工过程中很多研磨不掉的碳化硅粉和磨削下来的废料就会被压力挤到工件表面上造成工件表面发黑,后期清洗不掉和水污染。铸铁盘也会随着磨削加工工件一样被碳化硅磨料磨去厚度,后期需要频繁修磨铸铁盘的平行度。
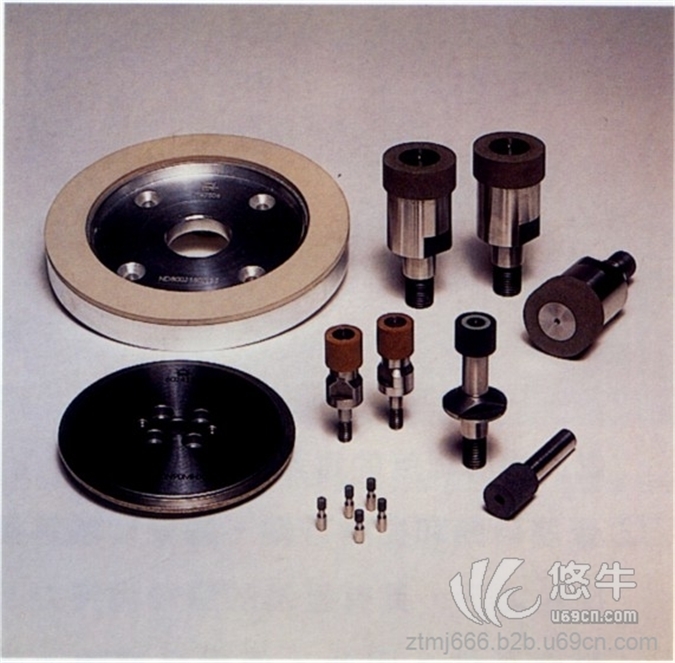
我单位定做的陶瓷金刚石双端面研磨盘可以实现无污染清洁加工,保证批次加工工件尺寸的一致性。根据磨削工件材料的不同耐用度从7个月至12个月不等,可配套国内各种双端面研磨机床。具体磨盘的尺寸根据研磨机配套的铸铁盘来加工。粗加工粒度一般有60目,80目,100目,120目,150目和200目,半精磨粒度可分为240目,280目,400目以及600目。精磨粒度有W20,W14,W10和W5.具体粒度的选择要根据工件的加工量和最后工件抛光的光洁度来决定。
金刚石片粘接所用的铸铁盘一般由用户来提供,欢迎新老客户来电咨询洽谈业务和探讨磨加工工艺。