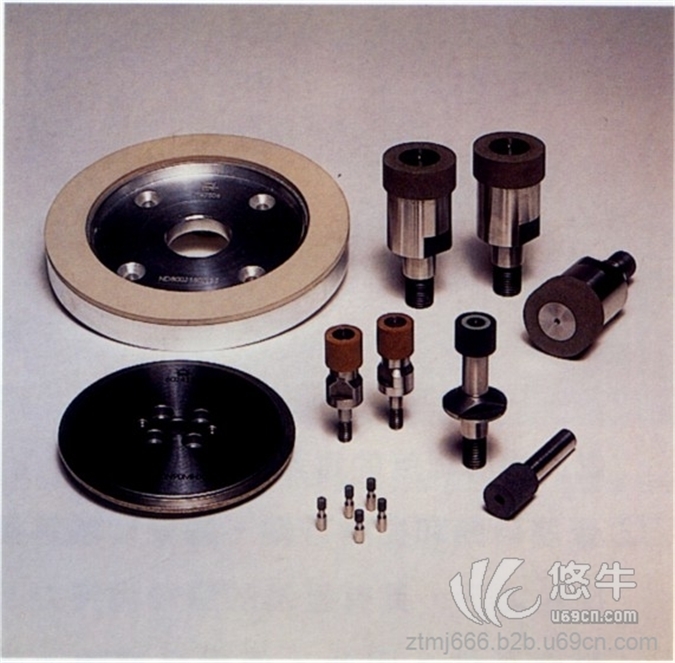
滚刀(滚齿刀具)可用于加工齿轮、链轮、涡轮和花键&#($*&等。滚刀的材质一般分为两大类。一类为整体硬质合金或焊接硬质合金滚刀,一类为W18Cr14V,W9Mo3Cr4V,W6Mo5Cr4V2等HSS的高速钢材质整体滚刀,硬度一般在HRC60度以上。
无论是硬质合金(钨钢)滚刀或者是HSS高速钢滚刀,在齿轮、涡轮等成型工件加工过程中,刀刃部位都会存在不同程度的磨损钝化,严重时会出现崩刃现象。这时候就需要用到合适的砂轮来进行滚刀刃口的修磨。刚玉或碳化硅类砂轮在磨高硬度的滚刀过程中砂轮损耗会很快,这样造成刀口刃部加工效率过低,刃部平行度不一致。
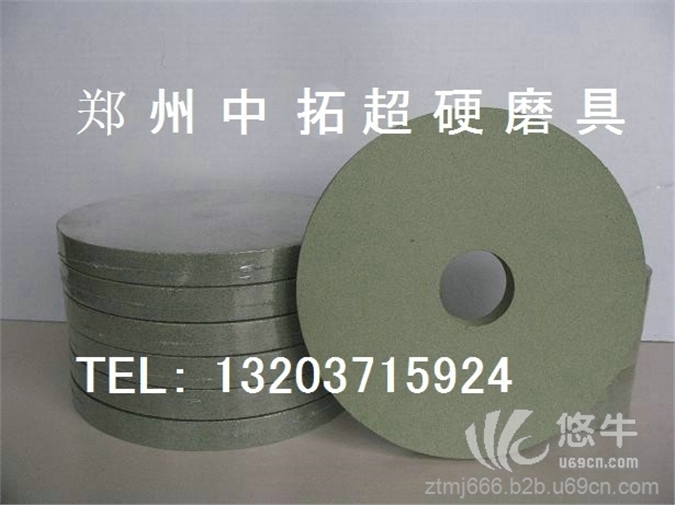
我们单位针对滚刀刃磨生产单斜边金刚石砂轮(适合磨硬质合金滚刀)和CBN立方氮化硼砂轮(适合磨各种材质的高速钢滚刀)。两种材质的砂轮工作层宽度一般在3mm-5mm之间,厚度在2mm之间。(这样的设计是因为滚刀刃齿较短,砂轮工作层越窄磨削越锋利,越宽的情况下磨削阻力会比较大,工人操作时会感觉砂轮磨削不锋利。)砂轮角度一般在15度左右(有特殊要求的可以定做)。
金刚石和CBN立方氮化硼砂轮使用端面磨削,外圆很薄,可以磨到刃口的底部。两种材质的砂轮耐磨性非常好,磨加工时损耗低,适合在干磨环境下和湿磨环境下作业。常用粒度有60目,80目,120目,150目和180目(对刀口有高光洁度要求的可以定做更细的粒度),粒度较粗磨削会比较锋利,刀口刃部光洁度稍差。粒度较细正好相反。砂轮外径从50毫米-500毫米,可以根据客户不同的要求和加工工艺设计定做,欢迎来电来图洽谈业务。