
汽车零部件行业或工程制造行业的密封环,齿轮,轴承,摩擦制品等都是用粉末冶金材料制作成型。这些零部件制作成型后前期多会做热处理或者氮化处理,提高表面的硬度。一般处理后表面硬度能够达到HRC40度以上。后续再用立轴圆台平面磨床进行端面磨加工,以达到工件精密的平面度和一定的表面光洁度。
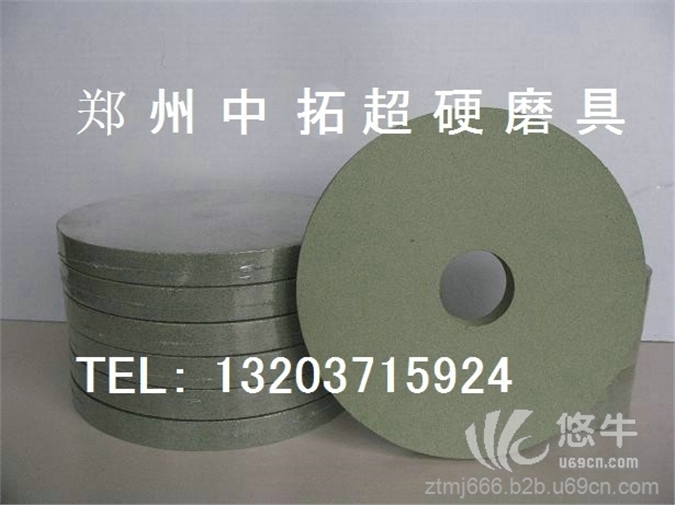
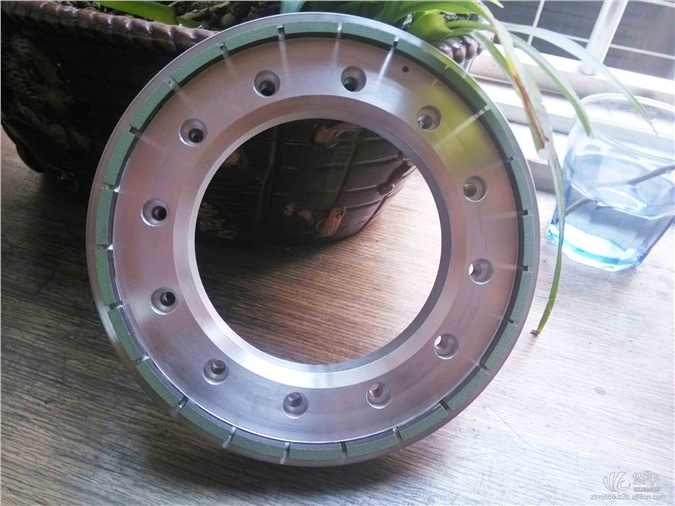
这类粉末冶金制作成型的零部件磨加工前余量一般在0.5mm-2mm之间(某些工件的余量甚至在3mm左右),由于硬度过高,余量过大,普通的碳化硅或刚玉砂轮在磨削的过程中损耗会很快,容易造成平面尺寸不一致。我们推荐厂家使用陶瓷结合剂的金刚石端面磨砂轮,采用优质金刚石原料,用陶瓷结合剂配方经过混料,模压成型,高温烧制后用特制胶水粘接在铝合金或者钢基体上。一般砂轮表面间隔有排屑槽,方便磨削时候排水排屑,增强磨削锋利性。陶瓷金刚石端面磨砂轮相比刚玉和碳化硅砂轮最大的优点就是磨削锋利,形状保持性好。批次工件磨削后尺寸一致性高。
同种粒度的情况下陶瓷金刚石砂轮要比树脂金刚石砂轮磨削性价比高,这主要是因为陶瓷金刚石砂轮的金刚石原料浓度高,砂轮制作成型后气孔大且密集,在磨削大余量工件时候锋利性和耐磨性非常好。不过精抛光工序需要用到树脂结合剂金刚石端面磨砂轮。我工厂生产的此类砂轮规格繁多,大都根据客户所使用磨床加工定制,欢迎新老客户来电来图洽谈业务。