水洗盆缝焊机
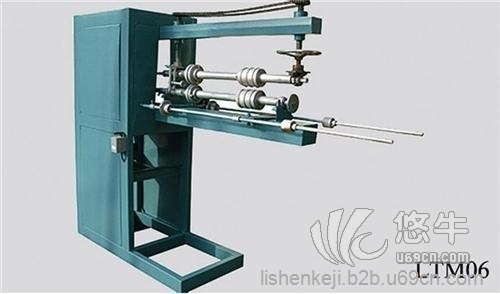
水洗盆缝焊机具有高强度的机体结构。有纵焊、横焊两种形式,适应各种工件焊接。焊轮驱动采用变频调速电机,转速调节范围大,速度稳定,焊轮可采用单轮驱动或者双轮驱动。焊轮电极座采用特殊结构,保证传导大电流功率损耗低,使用寿命更长。

水洗盆缝焊机具有高强度的机体结构。有纵焊、横焊两种形式,适应各种工件焊接。焊轮驱动采用变频调速电机,转速调节范围大,速度稳定,焊轮可采用单轮驱动或者双轮驱动。焊轮电极座采用特殊结构,保证传导大电流功率损耗低,使用寿命更长。
滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。



双头点焊机
双头点焊机为轨道运行式气动控制双头点焊设备,主要用于点焊不锈钢水塔桶身及端盖,工艺先进,焊点受力均匀,焊接牢固。功率为50KW—150KW,焊接厚度为0.2mm—1.2mm,有效长度为1.5米,机器尺寸为2米*1.1米*1.7米。

双头点焊机为轨道运行式气动控制双头点焊设备,主要用于点焊不锈钢水塔桶身及端盖,工艺先进,焊点受力均匀,焊接牢固。功率为50KW—150KW,焊接厚度为0.2mm—1.2mm,有效长度为1.5米,机器尺寸为2米*1.1米*1.7米。