在负荷试车前,先进行手动。也就是将操作按钮拨到调试程序位置。将上料桶体送到胀筋工位中心高840mm位置上,左右主轴箱准确地将胀筋头插入桶体内顶紧在尾部的支承面上。这时检查各限位开关,如档块到位,将左右主轴箱快速返回原位。使桶体从中心高位置落下, 准确滚入下道工序的上料装置上,全部过程要求动作协调一致。最后将按钮拨到自动工作位置,进行全自动动作。
以上检查合格后,可对其进行手动负荷试动。手动负荷试动时,应在主轴箱后部底座上放置千分表。测量其胀筋时有无抖动和位移量的大小是否符合设计要求。另外在负荷试验中还要注意各工作油缸的压力变化是否超过设计要求的压力数值,并要求在负荷胀筋时,
保证上下料的中心位置、主轴箱的胀筋协调问题,以及在全自动工作运转时的平稳灵活。


用分流集流阀来实现速度同步,其液压系统简单经济,纠偏能力大,同步精度约为1%----3%,但当流量低于阀的工程流量过多时,阀的压降与流量成平方倍的下降,分流精度就显著的下降,这是在选择分流集流阀时必须注意的问题,分流集流阀的压降一般为0.8---1.2MPa,因此它不宜用于低压系统。
胀筋机液压系统中要求同步的为左右主轴箱的前进和后退同步,同步要求不高,从简化系统和经济效益的角度,选择了流量同步回路。

胀筋工序是制桶中段设备中的重要工艺环节,胀筋时要求两条筋至两端的距离相等、环筋与轴线垂直,环筋四周圆弧光滑,高度要一致。
胀筋模块胀开后,为使胀筋达到技术要求,用外千分尺测量胀开后的模块,测量四~六点,目的是检查胀筋高度及椭圆度的误差。
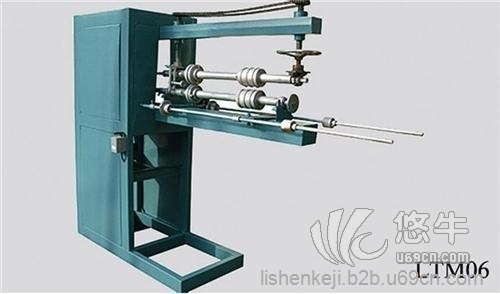
胀筋设备由左、右主轴箱,胀筋头、底座、液压站和电控系统等部分组成。